
Простых методов контроля качества
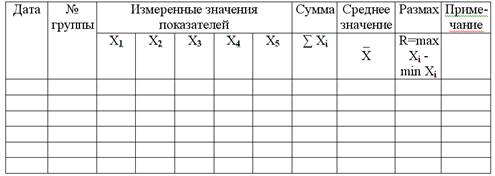
Предназначены для работы с числовыми (статистическими) данными, но являются сравнительно несложными и могут эффективно использоваться работниками без специальной математической подготовки. Основное назначение - контроль текущего процесса и предоставление фактов для проведения корректировки или улучшения процесса. К семи простым статистическим инструментам контроля качества относятся: -контрольный листок; -стратификация (расслоение); -гистограмма; -диаграмма рассеивания (диаграмма разброса); -диаграмма Исикавы (причинно-следственная диаграмма); -диаграмма Парето; -контрольная карта. Контрольный листок • Форма, предназначенная для сбора данных и их автоматического упорядочивания, что позволяет облегчить дальнейшее использование собранной информации. • Бланк, на котором напечатаны контролируемые параметры, в соответствии с которыми, при помощи пометок или простых символов, в листок заносятся необходимые и достаточные данные. • Средство регистрации данных.
Пример контрольного листка
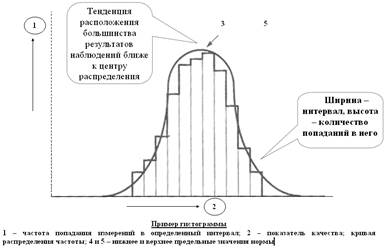
Стратификация (расслоение) Группировка данных на страты (группы) и обработка каждой группы данных в отдельности. С помощью стратификации общие данные / статистика проблем сортируются / группируются на подгруппы. Все данные в подгруппе объединяются наличием общей характеристики. Первый этап стратификации – сбор данных. Форма для сбора и учета проблем должна, как правило, регистрировать: • - время проблемы • - место проблемы • - описание проблемы • - причину проблемы • - сотрудников, ответственных за проблему • - действия по исправлению проблемы (коррекция и предупреждение) • - лиц, ответственных за проведение коррекции и предупреждения. Гистограмма Один из видов столбиковой диаграммы (графика), дающей наглядное представление того, с какой частотой повторяется то или иное значение или группа значений. Помогает принять решение, на чем сконцентрироваться при улучшении процесса. Данные ежедневных измерений или контроля одного и того же или нескольких параметров - размеров, механических характеристик и т. п., полученных за определенный период, например за месяц - группируются по частоте попадания в тот или иной интервал значений, и это распределение данных графически представляются в виде столбиков
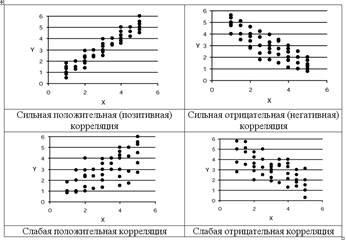
Диаграмма разброса Инструмент, который предназначен для выявления зависимости между двумя типами данных. С помощью этой диаграммы можно определить корреляцию между каким-либо параметром качества и влияющим на него фактором. Применяется в том случае, когда необходимо отобразить что происходит с одной переменной при изменении другой, для определения причины возникновения неконтролируемых точек в ходе многовариантного статистического контроля процесса, подтверждения взаимосвязи, выявленной в результате применения причинно-следственной диаграммы. Построение: - сбор и упорядочение парных данных, которые по предположению являются взаимосвязанными (не менее 30 пар); - построение осей. х -предположительно независимая переменная, y- предположительно зависимая переменная - нанесение попарных данных (точек) на диаграмму - анализа, выводы
виды корреляции
Коэффициент корреляции показывает степень статистической зависимости между двумя числовыми переменными.
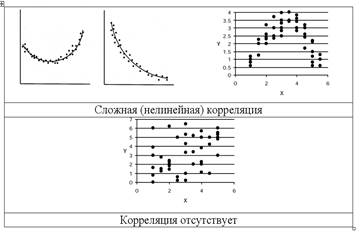
где n – количество наблюдений, x – входная переменная, y – выходная переменная. Значения коэффициента корреляции всегда расположены в диапазоне от -1 до 1 и интерпретируются следующим образом: -если коэффициент корреляции близок к 1, то между переменными наблюдается положительная корреляция - если значения входной переменной x будут возрастать, то и выходная переменная также будет увеличиваться; -если коэффициент корреляции близок к -1, это означает, что между переменными наблюдается отрицательная корреляция - если значение x будет возрастать, то y будет уменьшаться, и наоборот; -промежуточные значения, близкие к 0, будут указывать на слабую корреляцию между переменными и, соответственно, низкую зависимость.
Диаграмма Исикава (причинно-следственная диаграмма) Метод выявления всех возможных причин (входов) конкретной проблемы (выхода) за счет сужения до небольшого числа основных, коренных причин. Применяется для графического отображения взаимосвязи между решаемой проблемой и причинами, влияющими на ее возникновение. В диаграмме Исикава различные причины сгруппированы по категориям, а стрелки на изображении показывают, как причины влияют на конечный результат. Благодаря своей простоте, схема часто изображается на доске во время сессии мозгового штурма. Выбор наиболее значимых причин на схеме Искава: - Через открытую дискуссию среди участников, обмен мнениями и опытом. - Через поиск и анализ повторяющихся причин определенной категории. - С помощью анализа Парето - Через распределение факторов по степени их важности (не учитываются первичные и стрелки-факторы второго порядка, к которым присоединено несколько стрелок-факторов третьего порядка). Внимание –тем стрелкам-факторам, которые в конечном итоге получили наибольшее количество отметок. Диаграмма Парето Метод выявления главных причин проблем и выбора порядка их решения. Используется для выявления приоритетов. Показывает вклад каждой причины в исследуемую проблему. Позволяет идентифицировать приоритетные направления. Принцип Парето: 80% проблем системы вызваны 20% причин. Построение д.Парето: - Выбрать проблему - Определить причины проблемы на основании имеющихся данных и/или при помощи мозгового штурма. - Определить способ сбора данных по исследуемым причинам, например, частота за период, затраты и т.д. - Определить длительность и границы анализируемого периода. - Сбор информации в пределах анализируемого периода. - Представить результаты в виде таблицы. Графы таблицы: a) Количество (частота) появления причин (или величина затрат) в убывающем порядке. b) Доля каждой причины в общем количестве причин, %; c) Кумулятивный (накопленный) процент каждой причины -На осях X и Y расположить на них столбцы, характеризующие частоту причин в убывающем порядке, начиная с причины с наибольшей частотой -Отобразить линию, характеризующую накопленный (кумулятивный) процент каждого дефекта (причины). Последняя точка линии – 100% - Анализ (правило 80-20). Отложить 80% на линии, характеризующей кумулятивный %. Нарисовать вертикальную линию до оси Х. Дефекты (причины), оставшиеся слева от линии являются наиболее значимыми
Контрольные карты Причины вариаций результата процесса: • - общие (те причины, при которых все отклонения параметров процесса находятся внутри контрольных границ= причины, на которые производитель не может повлиять = периодически проявляющиеся незначительные отклонения в материалах, влажности, температуре =процесс не требует вмешательства и изменений); • Специальные причины (те причины, которые соответствуют либо выходящим за контрольные границы точкам, либо точкам обнаружения серий и/или других неслучайных структур= отклонения результатов процесса вследствие износа инструмента, ошибки оператора, некорректной настройки оборудования, некачественного сырья…= причины, на которые производитель может повлиять= необходимы корректирующие действия.
Контрольная карта – это временной график, показывающий расположение последовательных значений некоей статистики (характеристики) процесса относительно центральной линии и одной или двух контрольных границ. Это инструмент разделения причин вариаций на общие и специальные. Цель построения— выявление точек выхода процесса из устойчивого состояния для последующего установления причин отклонения и их устранения. Две важные линии на КК – это линия Верхней границы допуска ВГД (upper control limit UCL) и линия Нижней границы допуска НГД (lower control limit LCL). Линии определяются таким образом, что очень высока вероятность расположения элементов выборки между ними, когда процесс является управляемым. В зависимости от типа контролируемых параметров контрольные карты делятся на две группы: - КК для количественных признаков ( - КК для качественных (альтернативных) признаков. Используются для контроля показателей, которые служат для определения годности или дефектности изделия и которые легче сосчитать, чем измерить (цвет, вкус, запах). Являются дискретными и их чаще можно оценить просто высказываниями «да» или «нет». КК для альтернативного признака требуют единственного решения, такого как утверждения «да»/«нет», хорошо/плохо, приемлемо/неприемлемо (например, яблоко гнилое или свежее, мясо хорошее или тухлое и т.п.) или подсчет количество дефектов (например, количество вмятин в автомобиле).
CL. Взять K выборок и рассчитать средние значения для каждой из них. Центральная линия CL ВГД = НГД= где
z - переменная, характеризующая нормальное распределение (2 для 95.44%, 3 для точности 99.74%)
значений выборок, рассчитываемое по формуле
n – величина выборки (количество измерений в выборке) Расчет контрольных границ для Х карты при неизвестном среднем показателе и стандартном отклонении
Где:
A 2 – константа, зависящая от n; берется из таблицы «Коэффициенты для вычисления линий контрольных карт» R-карта Используется для анализа размаха (R) измерений в выборке. Она позволяет оценить изменения в дисперсии или вариабельности процесса.
Где: R = средний размах D 3, D 4 = константы, зависящие от n; берутся из таблицы «Коэффициенты для вычисления линий контрольных карт».
Карты средних значений и размахов используются для контроля различных показателей. Карта средних значений характеризует центральную тенденцию процесса, в то время как карта размахов характеризует дисперсию или вариабельность процесса. Поскольку важны оба эти показателя, имеет смысл проводить мониторинг процесса используя оба типа карт. Существует вероятность, что средний показатель процесса может сдвинуться в сторону при неизменной дисперсии. Поскольку контрольные границы x-карты от величины среднего размаха, они не имеют особого значения пока вариабельность процесса является управляемой. На практике R -карта обычно строится передпостроением x -карты.
Интерпретация контрольных карт Три признака статистически управляемого процесса: * Большинство точек сконцентрированы вокруг среднего значения * Близко к контрольным границам расположено не очень много точек * Ни она точка не выходит за контрольные границы
Процесс статистически неуправляем, если: 1. Точка лежит выше (ниже) верхнего контрольного предела 2. Из трех последовательных точек две лежат выше (ниже) ЦЛ более чем на два стандартных отклонения 3. Две последовательные точки лежат выше (ниже) ЦЛ более чем на два стандартных отклонения 4. Из пяти последовательных точек четыре лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение 5. Четыре последовательные точки лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение 6. Семь последовательных точек лежат выше (ниже) ЦЛ 7. Шесть последовательных точек расположены в порядке монотонного возрастания (убывания) 8. Среди десяти последовательных точек существует подгруппа из восьми точек (считая слева направо), которая образует монотонно возрастающую (убывающую) последовательность 9. Из двух последовательных точек вторая лежит, по крайней мере, на четыре стандартных отклонения выше (ниже) первой
|


 -карта; R-карта). Используются для контроля показателя, который можно измерить (высота, вес, объем). Применяются для статистического управления технологическими процессами.
-карта; R-карта). Используются для контроля показателя, который можно измерить (высота, вес, объем). Применяются для статистического управления технологическими процессами. + z
+ z 

 - z
- z  - среднее арифметическое средних значений каждой из К выборок
- среднее арифметическое средних значений каждой из К выборок

 - cреднее арифметическое средних значений выборок
- cреднее арифметическое средних значений выборок - средний размах выборок
- средний размах выборок




