Производство азотной кислоты по схеме АК-72.
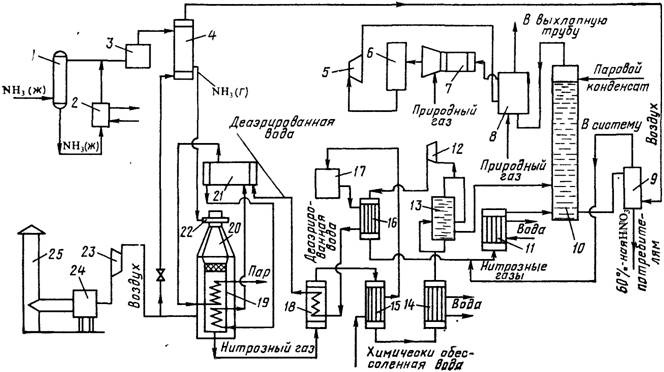
В основу схемы АК-72, разработанной в СССР, положен замкнутый энерготехнологический цикл с двухступенчатой конверсией аммиака и охлаждением нитрозных газов под давлением 0,42–0,47 МПа и абсорбцией оксидов азота при давлении 1,1—1,26 МПа; продукция выпускается в виде 60%-ной HNO3. Первый агрегат АК-72 мощностью 380 тыс. т/год был пущен в 1976 г. Принципиальная технологическая схема процесса приведена на рисунке 1.1.
Рисунок1.1 –Технологическая схема производства азотной кислоты АК-72: 1 – ресивер; 2 – испаритель; 3, 24 – фильтры; 4, 15 – подогреватели; 5 – рекуперационная турбина; 6 – реактор каталитической очистки; 7 – смеситель; 8 – топочное устройство; 9 – продувочная колонна; 10 – абсорбционная колонна, 11, 14 – водяные холодильники; 12, 23 – компрессоры; 13 – газовый промыватель; 16, 18 – холодильники нитрозных газов; 17 – деаэрационная колонна; 19 – котел-утилизатор; 20 – контактный аппарат; 21 – барабан с сепарационным устройством; 22 – смесительная камера; 25 – труба для забора воздуха Воздух забирают из атмосферы через трубу 25, очищают от пыли в фильтре 24, сжимают воздушным компрессором 23 до 0,42 МПа и, разделив на два потока, подают в контактный аппарат и подогреватель аммиака. Жидкий аммиак (парожидкостная смесь) через ресивер 1 поступает в испаритель 2, где испаряется при 10–16 °С и давлении 0,6 МПа. После испарителя газообразный аммиак очищают от масла и механических примесей в фильтре 3 и направляют в подогреватель аммиака 4, где он нагревается до 80–120 °С воздухом. Очищенный воздух и аммиак поступают в смесительную камеру 22 контактного аппарата 20. Образующаяся аммиачно-воздушная смесь содержит 9,6–10,0% NH3. Пройдя тонкую очистку в фильтре, встроенном в контактный аппарат, аммиачно-воздушная смесь поступает на двухступенчатый катализатор, состоящий из трех платиноидных сетоь и слоя неплатинового катализатора. Нитрозные газы при температуре 840–860 °С поступают в котел-утилизатор 19, расположенный под контактным аппаратом, где за счет их охлаждения получают пар давлением 40 МПа с температурой 440 °С. Котел питают химически очищенной водой, деаэрированной в колонне 17. Деаэрированная вода проходит теплообменник 16, где нагревается нитрозными газами до 150 °С, экономайзер 18 и затем поступает в барабан котла-утилизатора 21. Нитрозные газы после котла-утилизатора охлаждаются в экономайзере 18, отдают свою теплоту в подогревателе 15 и затем поступают в водяной холодильник 14 для дальнейшего охлаждения до 55 СС. При охлаждении нитрозных газов происходит конденсация паров воды с образованием 40–45%-ной азотной кислоты, которая подается в газовый промыватель 13. Сюда же поступают нитрозные газы. В промывателе происходит одновременно с охлаждением промывка нитрозных газов от нитрит-нитратных солей и дальнейшая конденсация азотной кислоты. Кислота из нижней части промывателя подается в абсорбционную колонну 10, а нитрозные газы сжимаются в компрессоре 12 до 11–12,6 МПа, нагреваясь при этом до 210–230 °С. После сжатия нитрозные газы охлаждают в холодильнике 16 до 155–165 °С. в холодильнике 11 второй ступени до 60–65 °С и подают в абсорбционную колонну 10. На тарелках колонны расположены земеевики для охлаждения кислоты. Сверху в колонну поступает паровой конденсат (Н2O) с температурой не выше 40 °С. Снизу колонны выводится 58–60%-ная азотная кислота; она поступает в продувочную колонну 9 для удаления растворенных в ней оксидов азота и далее направляется в хранилище. Отходящий газ из абсорбционной колонны нагревается в подогревателе (топочном устройстве) 8, смешивается в смесителе 7 с природным газом и подогретый до 480 °С направляется на каталитическую очистку от оксидов азота в реактор. Катализатором очистки служит алюмопалладиевый катализатор АПК-2. После каталитического разложения выхлопные газы, содержащие до 0,008% оксидов азота при температуре 750 °С, поступают в рекуперационную турбину 5, входящую в состав газотурбинного агрегата. Здесь тепловая энергия выхлопных газов преобразуется в механическую с одновременным снижением давления газа до 0,95–1,05МПа. Энергия, вырабатываемая в газовой турбине, используется для привода компрессоров 12 и 23 (нитрозного и воздушного).
Расчет материального баланса процесса абсорбции нитрозных газов
Данные для расчета 1. Производительность установки – 120 тыс.т/год (на 100 % HNO3). 2. Число рабочих дней в году – 350. 3. Концентрация получаемой кислоты – 50 %(масс.). 4. Общая степень абсорбции NO2 – 92 %. 5. Состав поступающих на абсорбцию газов и концентрация кислоты, подаваемой на орошение абсорбера: Таблица 6.1
6. База расчета – суточная производительность установки. Окисление NO в NO2 в абсорбционной башне можно не учитывать.
Расчет суточной производительности установки
Состав газа в %(масс.): Для пересчета объемного состава в массовый и обратно необходимо знать плотность ri каждого компонента: Масса любого газа при нормальных условиях равна его молярной массе, поделенной на объем, занимаемый одним молем, т.е., где - плотность газа при нормальных условиях.
;
Расчет массы двуокиси азота Абсорбция двуокиси азота происходит по уравнению: Концентрация кислоты орошающей абсорбер – 47,5 %(масс.) Содержание воды и кислоты - масса кислоты (в пересчете на 100 %-ю) поступающей в абсорбер; - масса воды в 47,5 %-ой кислоте. Рассчитаем количество реагентов для получения 1 кг кислоты (в пересчете на 100 %-ю) На образование 2-х моль 100% кислоты требуется 3 моль NO2.
Масса поглощенной воды на образование 1 кг кислоты (в пересчете на 100 %-ю). На образование 2-х моль кислоты поглощается 1 моль воды
Масса водяных паров, вносимых в абсорбер с нитрозными газами на образование 1 кг кислоты (в пересчете на 100 %-ю). ; с учетом степени абсорбции NO2 92 % -. Для получения 50 %-ой кислоты на 1 кг кислоты требуется 1 кг воды. На разбавление полученной кислоты может использоваться 0,05 кг воды из поступающей на орошение 47,5 %-ой кислоты. Отсюда, количество кислоты подаваемой на орошение составит 0,864/0,05=17,28 кг. Образуется оксида азота 1 моль
Тогда на образование 1 кг азотной кислоты (в пересчете на 100 %-ю) из диоксида азота потребуется: Нитрозные газы (учетом степени абсорбции): NO2 – 1,095 кг; Н2О – 0,136 кг; Кислота на орошение 17,28 кг. Образуется оксида азота – 0,238 кг. Всего получаем кислоты (в пересчете на 100 %-ю): 17,28·0,475+1=9,208 кг или 2·9,208=18,416 кг 50 %-ой кислоты.
17,28 кг кислоты абсорбирует 1,095 кг NO2, тогда 1 кг кислоты абсорбирует Х кг NO2: . Поступает с учетом степени абсорбции 92 % - Образуется оксида азота: . Поглощается воды: . Из 0,136 кг воды, содержащейся в нитрозных газах . Образуется 100% кислоты при абсорбции 1 кг 47,5 %-ой кислоты: 0,063+0,008 - 0,014 = 0,057 кг 0,057+0,475 = 0,532 кг. Материальный баланс абсорбера Таблица 6.2.
Расхождение баланса составляет: , что вполне допустимо.
|