Итак перейдем кГОСТ 30242
Газовая полость (200;А) - полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле или - полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
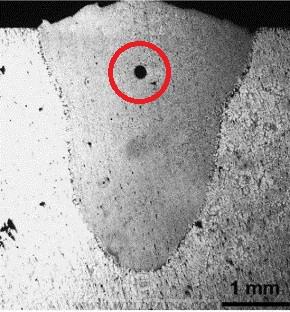
Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки. Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше. Газовая пора (2011; Аа) - несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую форму или - газовая полость обычно сферической формы (ГОСТ 30242 - 97)
Равномерно распределенная пористость (2012) - группа газовых пор, распределенных равномерно в металле сварного шва. Следует отличать от цепочки пор (2014)
Скопление пор (2013) - группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор (2014) - ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Продолговатая полость (2015; Ab) - несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.
Свищ (2016; Ab) - трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке. Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке. Исправить такой дефект можно только после полного удаления металла шва на этом участке. Поверхностная пора (2017) - газовая пора, которая нарушает сплошность поверхности сварного шва
Усадочная раковина (202; R) - полость, образующаяся вследствие усадки во время затвердевания
Кратер (2024; К) - усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов
Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
|