Под технологическим маршрутом изготовления детали понимают последовательность выполнения технологических операций (ТО). Разработка маршрутной технологии включает выбор оборудования, приспособлений, режущего и измерительного инструмента. При этом учитывают форму, габариты, вес заготовки, а также требования по точности и качеству обрабатываемых поверхностей.
| №
операции
| Применяемое оборудование, режущий инструмент,
| Содержание операции
|
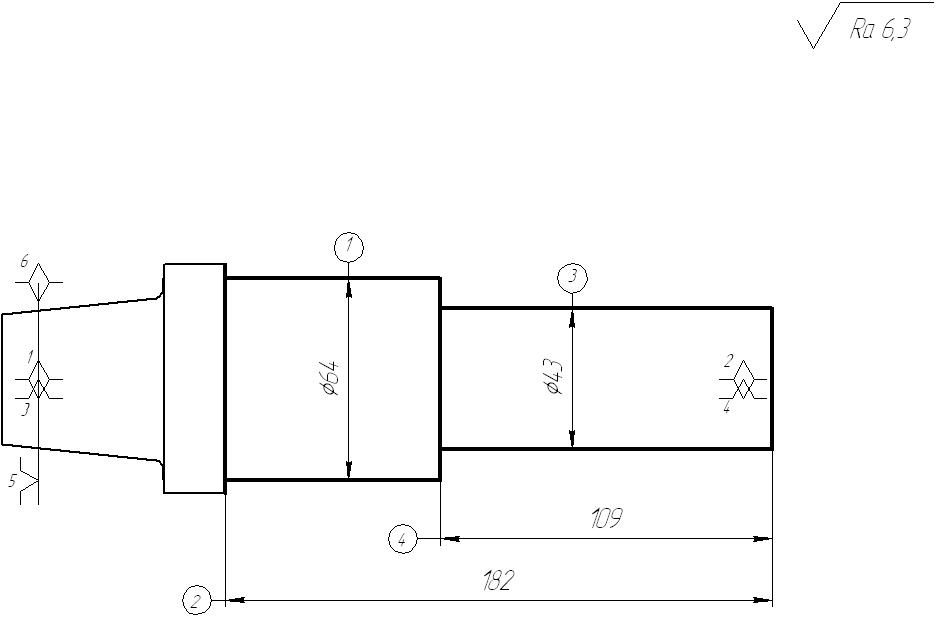
| 010 Токарная
| Токарно-винторезный обрабатывающий центр СТ2-52YM(S).
Резец проходной упорный 2103-0025 Т15К6 ГОСТ 18879-73,
| 1. Подрезать торец
2. Точить поверхность (3)
с подрезкой уступа (4).
3. Точить поверхность (1) с подрезкой уступа (2).
|
|
| 020 Токарная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Резец проходной упорный 2103-0025 Т15К6 ГОСТ 18879-73
сверло центровочное Р6М5 ГОСТ 14952-75
| 1. Подрезать торец (2)
2. Точить поверхность (1)
|

|
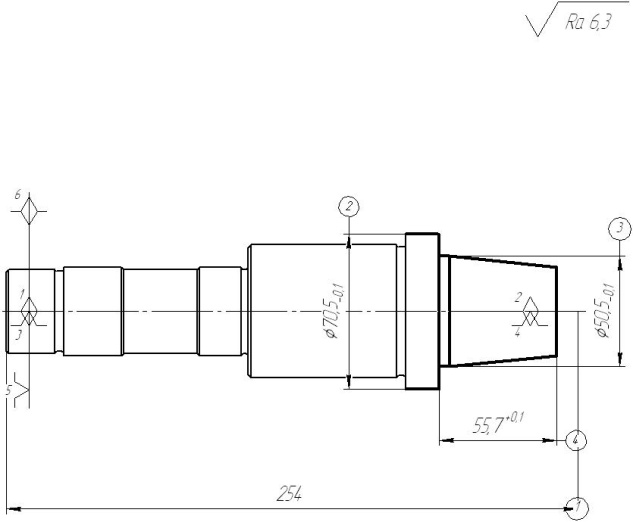
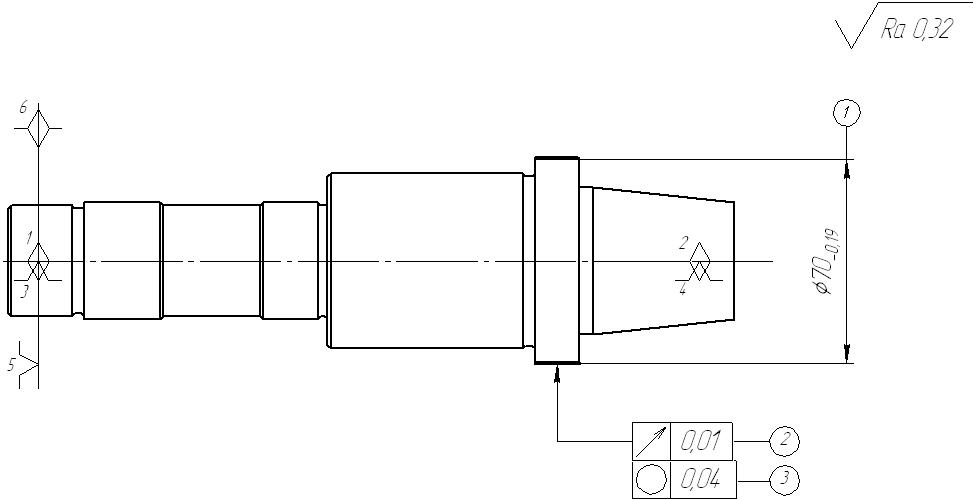
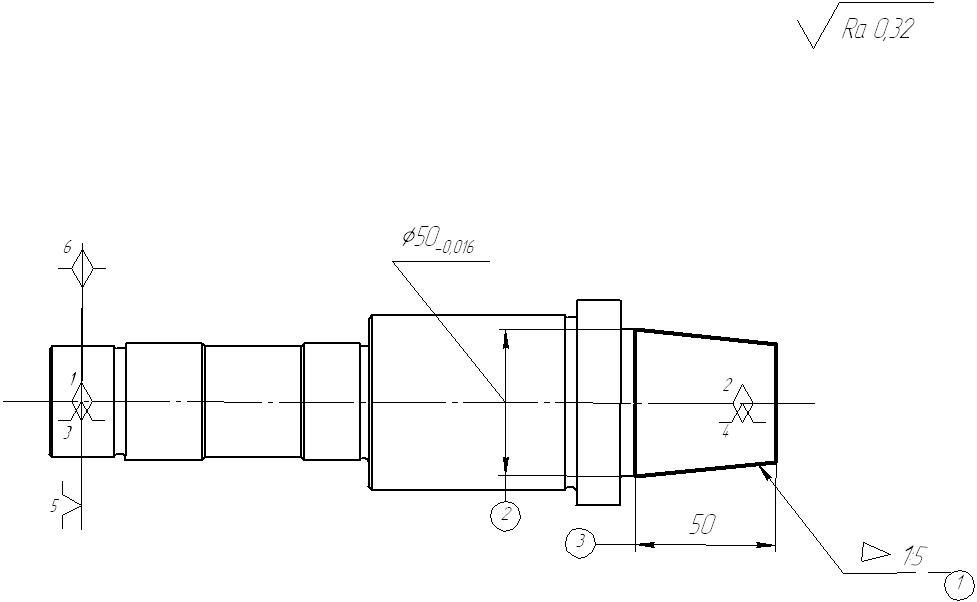
| 030 Токарная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Резец проходной упорный 2103-0025 Т15К6 ГОСТ 18879-73,
резец 2126-0614 МН655-64,
| 1. Подрезать торец (1)
2. Точить поверхность (2).
3.Точить поверхность (3)
4. Точить конус с припуском 0,6 на диаметр.
|
|
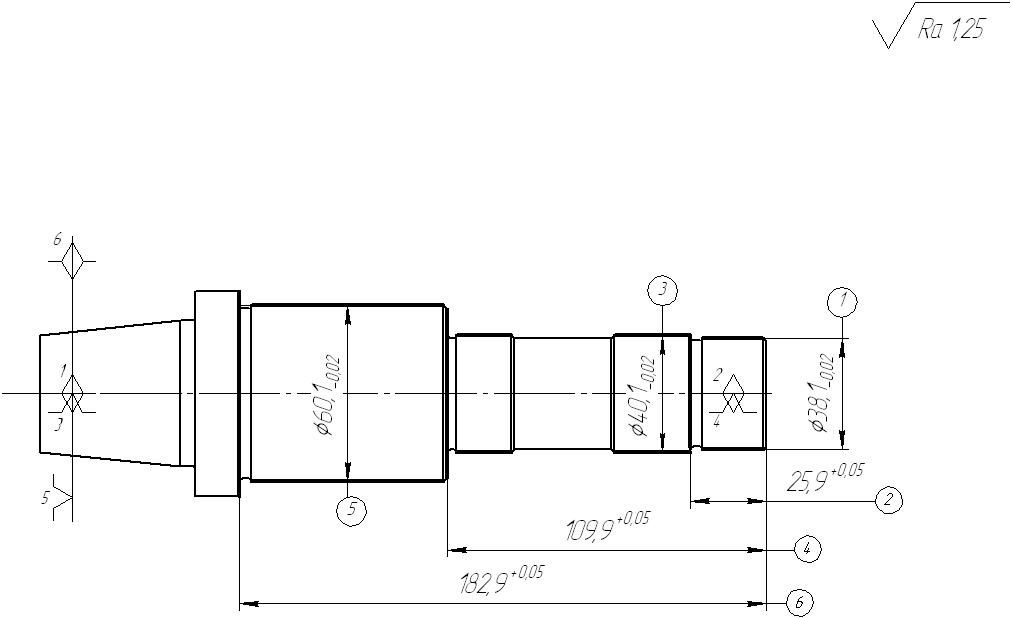
| 040 Токарная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Резец 2103-0025 Т15К6
ГОСТ 18879-73,резец проходной 2126-0614 ГОСТ18878-73, резец отрезной ГОСТ18884-73
| 1. Точить поверхность (2) с подрезкой уступа
2. Точить поверхность (3) с подрезкой уступа
3. Точить поверхность (5).
4. Точить выточку (7)
5. Точить фаски (9, 11).
6. Точить канавки, (А,Б,В).
|

|
| 050 Термическая
|
| Нормализация + высокий отпуск
|
| 060 Кругло-шлифовальная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Круг ПП 450x63x127 15А 25-Н С1 5К 35 м/с А 1 кл. ГОСТ 2424-83.
| 1. Шлифовать поверхность(1) с подшлифовкой торца (2).
2. Шлифовать поверхность(3) с подшлифовкой уступа, выдерживая размер (4).
3. Шлифовать поверхность (5) с подшлифовкой уступа,.
|
|
|
Кругло-шлифовальная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Круг ПП 400x80x305 15А 25-Н С1 8К 35 м/с А 1 кл. ГОСТ 2424-83.
Круг ПП 80x63x30 15А 25-Н С1 8К 35 м/с А 1 кл. ГОСТ 2424-83.
| 1.Шлифовать поверхность (1),
2. Шлифовать конус
|
|
|
Сверлильная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Сверло спиральное ГОСТ 10903-77, зенковка ГОСТ 14953-80,метчик ГОСТ 3266-81, зенковка 2353-0133 ГОСТ 14953-80, зенковка 2353-0121 ГОСТ 14953-80,метчик 2620-1219.3 ГОСТ 3266-81.
| 1. Сверлить 3 отверстия (7),
Зенковать 3 фаски 1×45° (9), нарезать резьбу М8-6Н (11), выдерживая размер(12).
2.Центровать отверстие по форме F (M16-7H)
Переустановить деталь
3. Сверлить 4 отверстия (1), зенковать фаски (3) 1×45°, нарезать резьбу (5) М4-7Н, выдерживая размер(6).
|

|
| 090 Шпоночно-фрезерная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Фреза шпоночная f10 ГОСТ 9140-78
| 1.Фрезеровать шпоночный паз (4), выдерживая размеры 1, 2 3.
|

|
| 100 Термическая
|
| Азотирование
|
|
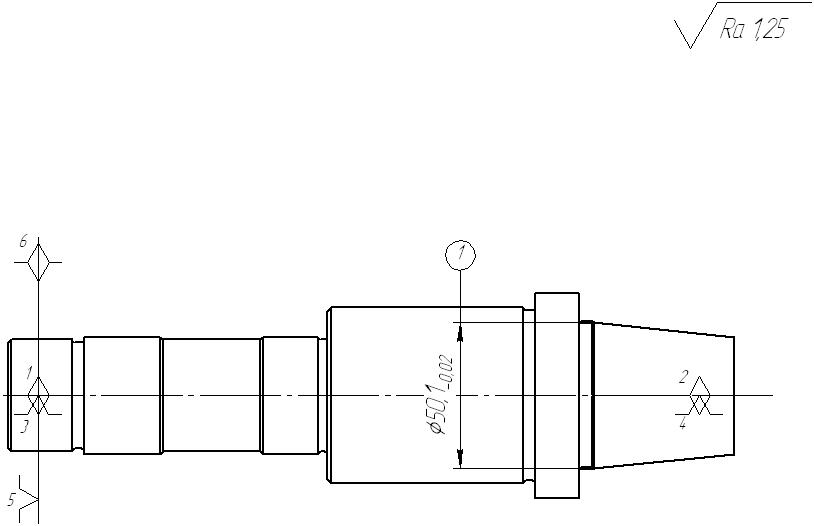
Кругло-шлифовальная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Круг ПП 400x80x305 15А 25-Н С2 8К 35 м/с А 1 кл. ГОСТ 2424-83.
Круг ПП 80x63x30 15А 25-Н С2 8К 35 м/с А 1 кл. ГОСТ 2424-83.
| 1.Шлифовать поверхность(1), выдерживая допуск радиального биения (2) и допуск круглости (3).
2.Шлифовать поверхность (2)
3.Шлифовать конус 1:5
|
|
|
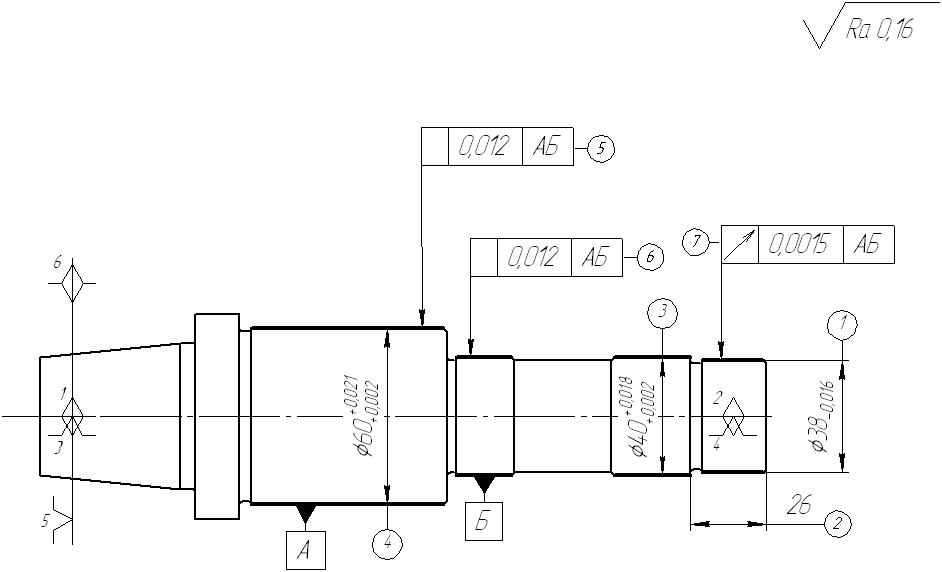
Кругло-шлифовальная
| Токарно-фрезерный обрабатывающий центр
СТ2-52YM(S)
Круг ПП 400x80x305 15А 25-Н С2 8К 35 м/с А 1 кл. ГОСТ 2424-83.
| 1.Шлифовать поверхность (1), выдерживая размер (2) и допуск радиального биения
2. Шлифовать поверхность (3) с подшлифовкой уступа, выдерживая допуск овальности (6).
3. Шлифовать поверхность (4) с подшлифовкой уступа, выдерживая допуск овальности (5).
|
|
| 130 Контрольная
|
| Проверить точностные параметры детали.
|
| | | | | | | | |
Окончательное качество проверяется работниками ОТК на контрольном стенде. Проверяются размеры всех поверхностей, обработанных механическим способом.




