Теоретическая часть. Собственные напряжения - это напряжения, существующие в теле при отсутствии приложенных к нему поверхностных или объемных (инерционных
Собственные напряжения - это напряжения, существующие в теле при отсутствии приложенных к нему поверхностных или объемных (инерционных, гравитационных) сил. Собственные напряжения классифицируют по следующим признакам. По причине их вызывающей они делятся на напряжения от упругого или пластического механического деформирования; от упругих и пластических деформаций из-за неравномерного нагрева деталей; от неравномерного изменения объема тела при фазовых превращениях; из-за различия теплофизических и физико-механических характеристик (α, λ, Ε, σт) материалов в разнородных композициях. По времени существования они могут быть временными, существующими в период выполнения технологической операции или протекания физического процесса, и остаточными, устойчиво сохраняющимися в теле в течение длительного периода. По направлению в пространстве собственные напряжения бывают одноосными (линейными), двухосными (плоскостными) и трехосными (объемными). В зависимости от объема, в пределах которого напряжения уравновешены, они называются напряжениями первого рода (макрообъем), второго рода (зерно) и третьего рода (кристаллическая решетка). В дальнейшем под остаточными будем понимать напряжения первого рода. В настоящее время известны различные способы определения остаточных напряжений. Наиболее разработанными и получившими широкое распространение являются механические способы, позволяющие получить картину распределения остаточных напряжений по сечению тела, при которых тело частично или полностью разрушают (например, удаляют тонкие слои материала), нарушая условия равновесия остаточных напряжений - равенство нулю равнодействующей и момента остаточных напряжений
Для восстановления равновесия происходит упругая деформация тела, чтобы соблюдалось условие (8.1), и происходящие при этом деформации точно измеряются. Основное допущение при вычислении остаточных напряжений по измеренным деформациям состоит в том, что связь между ними выражается законом Гука и ряд дополнительных допущений. Для тел вращения обычно принимают осевую симметрию распределения остаточных напряжений и постоянства по исследуемой длине. Для расчета остаточных напряжений в биметаллических стержнях, когда модули упругости слоев одинаковые, можно применять формулы, предложенные И.А. Биргером для однородных стержней. Позднее были выведены формулы для расчета остаточных напряжений в биметаллах и СКМ. Остаточные напряжения в биметаллических пластинах, как и в однородных, можно определять методом полосок и методом плоских срезов. Первый метод предусматривает вырезку из пластины полосок в двух главных направлениях и определение в них остаточных напряжений определяют из соотношений:
где Из (8.2) видно, что если остаточные напряжения в двух взаимно-перпендикулярных полосках одинаковые
т.е. остаточные напряжения в пластине превышают остаточные напряжения в вырезанной полоске в По методу плоских срезов производят последовательное снятие слоев пластинки и измерение кривизны пластины в двух главных направлениях. Расчет остаточных напряжений производится по следующим формулам
где Удаление слоев для нарушения равновесия осуществляется механическим путем: точением, строжкой, фрезерованием и другими процессами резания. Деформации изгиба и растяжения – сжатия, возникающие после удаления каждого слоя, измеряют c помощью тензодатчиков сопротивления (база 15-20 мм, сопротивление 150-200 Ом), соединенных по мостовой схеме (рис.8.1). Два датчика R1 и R4 наклеивают вдоль образца со стороны, не обрабатываемой строжкой, а два других R2 и R3 на отдельный, не подвергаемый строжке образец, изготовленный из того же материала. Для наклейки датчиков применяют клеи, не деформирующиеся при отверждении.
Изменение сопротивления датчиков при деформации образца фиксируют тензометрическим прибором. Деформацию определяют по тарировочным кривым, связывающим показания тензометрического прибора с величиной деформации образца. Анализ динамики и кинематики сварки взрывом позволяет выделить основные причины возникновения местных пластических деформаций и остаточных напряжений в сварных соединениях: 1) двойной упругопластический изгиб метаемой пластины под действием взрывного нагружения 2) интенсивная пластическая деформация околошовной зоны, обусловливающая ее разогрев вследствие перевода в тепло значительной доли кинетической энергии соударения; 3) общая упругопластическая деформация сваренных пластин под действием взрывного нагружения, сопровождающаяся их изгибом и сжатием; 4) общая упругопластическая деформация пластин, вызванная неравномерным нагревом по толщине за счет распространения тепла из околошовной зоны вглубь металла, что приводит к возникновению изгиба и растяжению металла. Эти процессы протекают с различными скоростями. Двойной перегиб метаемой пластины происходит со скоростью сварки (точки контакта), составляющей 1500-4000 м/с. Максимальное превращение кинетической энергии в тепловую, способствующее образованию прочного соединения, происходит за время порядка 10-6 с. Примерно за такое же время осуществляется и общая деформация сваренных пластин. Максимальная температура в любом сечении z по толщине свариваемых взрывом пластин, реализующаяся за счет распространения тепла от разогретой околошовной зоны, достигается за время:
где 1) высокоскоростное деформирование, включающее двойной перегиб метаемой пластины, интенсивную пластическую деформацию и разогрев металла околошовной зоны, общую упругопластическую деформацию пластин под действием взрывного нагружения; 2) общая упругопластическая деформация пластин вследствие неравномерного нагрева по толщине. В процессе изготовления возникновение собственных напряжений в композиционных и однородных конструкциях вызвано главным образом неравномерностью распределения температуры и жесткостью свариваемых деталей. Поэтому в околошовных зонах обоих типов соединений после сварки действуют остаточные напряжения растяжения, переходящие далее в уравновешивающие их напряжения сжатия. Разница в теплофизических и механических свойствах свариваемых материалов не может привести к изменению общего характера распределения остаточных напряжений, а должна сказываться лишь на их величине и ширине областей растягивающих и сжимающих напряжений. На рис.8.2 приведены эпюры остаточных напряжений в исходном состоянии после сварки взрывом для трех сварных композиций с толщиной метаемых пластин Отжиг второго рода на 85-90% снижает остаточные напряжения в сварных соединениях из однородных и разнородных, но близких по теплофизическим свойствам металлов, а также частично или полностью устраняет искажения формы конструкции, зоны с закалочными структурами, пластическими деформациями и деформационным старением металла. Для изделий из конструкционных сталей отжиг при температуре 600-800°С назначают в основном для устранения возможной деформации в процессе механической обработки и последующей эксплуатации конструкций, а также для повышения сопротивляемости их хрупким разрушениям.
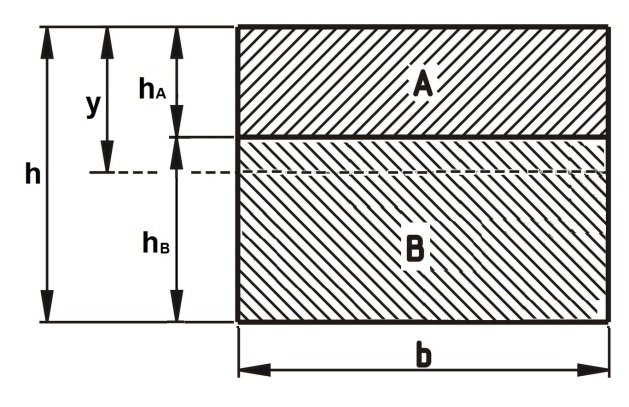
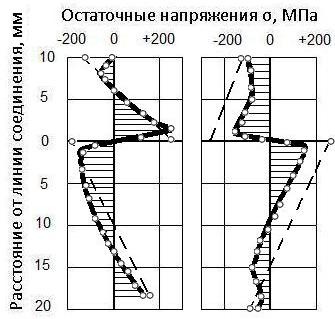
В конструкциях из разнородных металлов и сплавов нагрев до температур отжига, обеспечивающего эффективное протекание релаксационного процесса, снимает сварочные напряжения. Однако при последующем остывании, по мере восстановления упругих свойств металлов, возникает новое поле остаточных напряжений, вызванное уже различным температурным расширением металлов. Экспериментальные исследования показали, что в результате сварки взрывом в околошовной зоне соединения сталей Ст3 толщиной δ1=10 и δ2=31 мм, образовались растягивающие напряжения величиной до 390 МПа. Проведенный отжиг по режиму: нагрев до температуры 650° С, выдержка 2 часа, охлаждение с печью до 200° С и последующее остывание на воздухе - вызвал снижение остаточных напряжений, которые не превышают 50 МПа (рис. 8.3). Отжиг разнородного соединения сталей 12Х18Н10Т и Ст3 по тому же режиму должен вызывать при охлаждении большее укорочение аустенитного слоя по сравнению с перлитным. Однако жесткая связь между слоями препятствует их свободной деформации при охлаждении и вызывает в стали 12Х18Н10Т напряжения растяжения, а в стали Ст3 - уравновешивающие их напряжения сжатия. Из сравнения эпюр рис. 8.2 и 8.4 видно, что плавный характер с высокими растягивающими напряжениями в околошовной зоне сварного соединения в состоянии после сварки взрывом становится скачкообразным после отжига. Показанные на рис.8.4 пунктирной линией расчетные эпюры остаточных напряжений получены методом расчленения тел. При этом остаточные напряжения в многослойных материалах после сварки и последующего нагрева до температуры t рассчитывали по формуле (рис.8.5):
где: Кривизну полосы определяли по формуле:
Коэффициенты подсчитывали по формулам:
|
 . (8.1)
. (8.1) (8.2)
(8.2) ,
,  - напряжения в пластине;
- напряжения в пластине;  ,
,  - напряжения в полосках.
- напряжения в полосках. , то
, то , (8.3)
, (8.3) раза (
раза ( = 0,3).
= 0,3). ;
; , (8.4)
, (8.4) и
и  численно равные напряжения в полосках, имеющих прогибы, совпадающие с прогибами пластинки.
численно равные напряжения в полосках, имеющих прогибы, совпадающие с прогибами пластинки.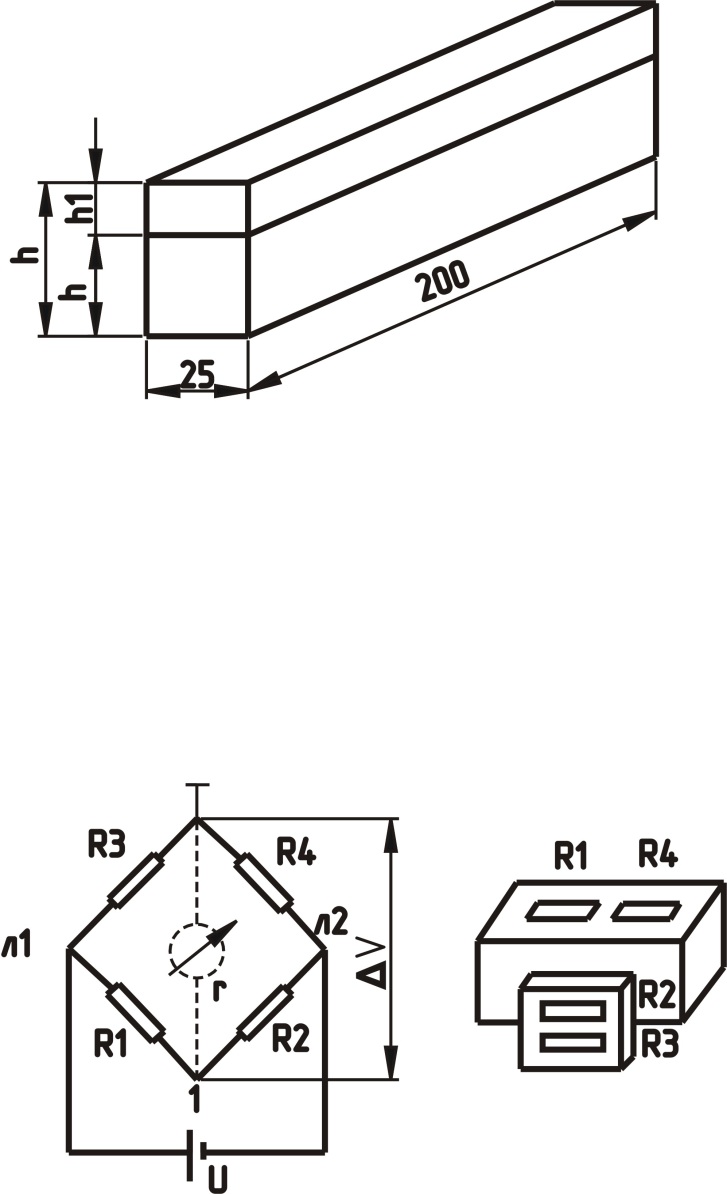
 и инерции свариваемых пластин;
и инерции свариваемых пластин;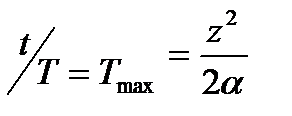 , (8.5)
, (8.5) - коэффициент температуропроводности. Расчетное время последнего процесса на 4-5 порядков превышает время местной и общей деформаций, обусловленных взрывным нагружением, поэтому упругопластическое деформирование объемов металла сваренных пластин можно условно разделить на две стадии:
- коэффициент температуропроводности. Расчетное время последнего процесса на 4-5 порядков превышает время местной и общей деформаций, обусловленных взрывным нагружением, поэтому упругопластическое деформирование объемов металла сваренных пластин можно условно разделить на две стадии: =10 мм и неподвижных -
=10 мм и неподвижных -  =20 мм (сварку производили на одном режиме): а) обе пластины из стали Ст3; б) метаемая из стали 12Х18Н10Т, неподвижная из стали Ст3; в) метаемая из стали Ст3, неподвижная из стали 12Х18Н10Т. Эпюры остаточных напряжений достаточно близки и имеют следующие характерные области. В околошовной зоне действуют максимальные растягивающие напряжения
=20 мм (сварку производили на одном режиме): а) обе пластины из стали Ст3; б) метаемая из стали 12Х18Н10Т, неподвижная из стали Ст3; в) метаемая из стали Ст3, неподвижная из стали 12Х18Н10Т. Эпюры остаточных напряжений достаточно близки и имеют следующие характерные области. В околошовной зоне действуют максимальные растягивающие напряжения  =370-390 МПа. Вблизи свободных поверхностей метаемых пластин возникли сжимающие напряжения
=370-390 МПа. Вблизи свободных поверхностей метаемых пластин возникли сжимающие напряжения  = 120-180 МПа, а неподвижных - растягивающие, равные 80-120 МПа. В разнородных соединениях сталей Ст3 + 12Х18Н10Т отсутствует скачок напряжений при переходе от аустенитной к перлитной стали, а область растягивающих напряжений в околошовной зоне и их максимальные значения несколько смещены относительно границы раздела в сторону стали 12Х18Н10Т вследствие ее меньшей теплопроводности.
= 120-180 МПа, а неподвижных - растягивающие, равные 80-120 МПа. В разнородных соединениях сталей Ст3 + 12Х18Н10Т отсутствует скачок напряжений при переходе от аустенитной к перлитной стали, а область растягивающих напряжений в околошовной зоне и их максимальные значения несколько смещены относительно границы раздела в сторону стали 12Х18Н10Т вследствие ее меньшей теплопроводности.
 , (8.6)
, (8.6) - расширения свободных слоев;
- расширения свободных слоев;  - отношение толщины слоя из материала А hA к общей толщине образца h; EA, ЕА0 и EB, ЕВ0 - соответственно модули упругости материалов А и В при температурах t и 200С.
- отношение толщины слоя из материала А hA к общей толщине образца h; EA, ЕА0 и EB, ЕВ0 - соответственно модули упругости материалов А и В при температурах t и 200С. . (8.7)
. (8.7) (8.8)
(8.8)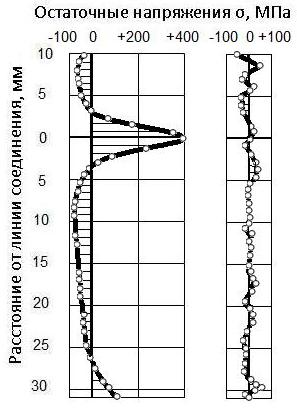 а б
Рис. 8.3. Остаточные напряжения
в соединении Ст3 - Ст3 после сварки (а) и отжига (б)
а б
Рис. 8.3. Остаточные напряжения
в соединении Ст3 - Ст3 после сварки (а) и отжига (б)
 а б
Рис. 8.4. Остаточные напряжения после отжига соединений 12Х18Н10Т (вверху) - Ст3 (а); Ст3 (вверху) - Ст3 (а); Ст3(вверху) - 12Х18Н10Т; здесь и далее пунктирной линией показаны расчетные эпюры
а б
Рис. 8.4. Остаточные напряжения после отжига соединений 12Х18Н10Т (вверху) - Ст3 (а); Ст3 (вверху) - Ст3 (а); Ст3(вверху) - 12Х18Н10Т; здесь и далее пунктирной линией показаны расчетные эпюры