
История дуговой и газовой сварки
Начало века металла наступило с появлением выплавки его из руды. Самая ранняя выплавка и обработка рудной меди произошла, по данным археологов, около 700 лет назад в Малой Азии. Однако особенно высокого развития и большого разнообразия достигает техника получения неразъемных соединений металла в железном веке. Нагрев и сварку-ковку повторяли неоднократно, железо становилось чище и плотнее. В те же отдаленные времена выработалось умение сваривать отдельные куски железа путем нагрева и последующей проковки. В то же время, наряду с изготовлением простых изделий из железа и стали, кузнецы создавали сложные конструкции, широко применяя технологические приемы, в которых использовались различные виды кузнечной сварки. Сварку применяли для увеличения размеров заготовки, придания изделиям нужной формы, соединения разнородных металлов для улучшения качества лезвий режущего и рубящего оружия.
Очень широко в VII–III вв. до н.э. применяли и наварку накладных деталей при изготовлении мечей и кинжалов, ножей, серпов и топоров. Довольно часто кузнецы ограничивались наваркой небольшой стальной пластины на режущую часть лезвия. Реже встречалась сварка, при которой между двумя более мягкими пластинами заключалась пластина из более твердой стали. В результате получалось высококачественное самозатачивающееся лезвие, так как мягкие боковые пластины изнашивались быстрее средней.
В IХ–ХIII вв. в Киевской Руси были хорошо развиты металлургия и металлообработка. В этот период технический уровень русского ремесла был выше, чем в странах Западной Европы. В Киевской Руси было освоено производство высококачественной углеродистой стали. В ХIII в. здесь увеличили высоту горна печей и усилили нагнетание воздуха мехами. Жидкий шлак стал самостоятельно стекать по канальцам, расположенным по краям основания печи. После плавки горн разбирали, извлекали из него слитки металла и проковывали их. В результате проковки металл уплотнялся, частицы шлака выдавливались. Измельчение зерна придавало металлу дополнительную прочность. Кузнечная сварка была основным, хорошо разработанным и освоенным технологическим приемом при изготовлении всевозможных железных и стальных изделий. С помощью кузнечной сварки изготавливали около 70 % металлических изделий.
Монголо-татарское нашествие вызвало спад ремесленной деятельности на Руси, восстановление которой наблюдается только во второй половине XIV в., но на новой технической основе. Возникает более совершенный вид металлургического предприятия – рудня, особенностью которого было использование водяного двигателя. Поднялось на новую ступень и кузнечно-сварочное дело. Прежде всего с развитием техники сварки связано изготовление огнестрельного оружия: пушек, тюфяков и пищалей.
В ХV–XVI вв. кузнечное ремесло получило дальнейшее развитие. Поражают мастерским исполнением и новаторством идей такие изделия, как боевые топорики со стальными лезвиями и бронзовыми обухами, браслеты и перстни с чернью, украшения, покрытые тысячью припаянных зерен металла.
При изготовлении пушек применяли иногда новый процесс соединения ее частей – заливкой расплавленной бронзой. Тот или иной технологический прием кузнечной сварки не оставался неизменным. Он трансформировался в зависимости от уровня развития ремесла и товарного производства. По мере того как ремесленник переходил к изготовлению все более массовой продукции, технология ее производства все более упрощалась. Постепенно кузнечная сварка достигла такого совершенства, что ее стали использовать для производства таких особо ответственных изделий, как железнодорожные рельсы. Эту технологию впервые разработал английский инженер Никсон. В этот период кузнечная сварка достигла своей вершины. Специалисты-ремесленники в совершенстве владели технологией, изобретали новые приемы и методы соединения сложных деталей, изготовляя орудия труда, инструменты, оружие. Но самые совершенные методы кузнечной сварки уже не удовлетворяли потребностей производства. Для того чтобы отковать крупное изделие, нужна крупная заготовка. Такие заготовки получали из пакета мелких листов. Пакет, скрепленный оболочкой, нагревали в печи и проковывали – сваривали, придавая форму бруска. При необходимости несколько таких брусков соединяли между собой. При большом числе свариваемых заготовок появлялись дефекты – непровары: в отдельных местах листы не сваривались друг с другом. Наиболее опасными были внутренние непровары, приводившие к разрушению нагруженных деталей во время работы. Качество кузнечной сварки зависело от мастерства кузнецов.
Развивающаяся техника предъявляла все более серьезные требования к качеству соединения металлических деталей. Специалисты пытались усовершенствовать кузнечную сварку. Ручной труд молотобойцев был заменен работой механических молотов с массой бойка до 1 т, производящих до 100–400 ударов в минуту. Но все эти меры не решали многих проблем изготовления и ремонта промышленного оборудования. Наряду с кузнечной сваркой начиная с XV в. стали развиваться сварочные процессы, связанные с использованием теплоты, выделяющейся при сгорании горючих газов.
С начала XVIII в. начался мировой триумф уральской металлургии и уральской кузнечной сварки. Кузнечная, литейная сварка и пайка являлись основными технологическими процессами соединения металлов и осуществлялись кузнецами. Сварка выделилась в самостоятельный технологический процесс лишь в конце XIX–начале ХХ вв.
В XIX в. в промышленности кузнечная сварка была механизирована. Ручной труд молотобойца заменяется механическими молотами. Великий отечественный металлург П.П. Аносов, более 30 лет проработавший на Златоустовском металлургическом заводе, автор различных марок сталей для производства непревзойденного холодного оружия, разработал молот для проковки кричного железа. С годами совершенствовалась и технология кузнечной сварки. Этим методом стали изготавливать биметалл (бронза+сталь), трубы диаметром до 600 мм с прямым и спиралевидным швом.
Однако во многих отраслях кузнечная сварка уже не удовлетворяла возросших требований техники.
В конце XIX в. на основе достижений в области физики, химии, механики и электротехники в сварке произошел своеобразный взрыв. Это связано с созданием мощных электрических источников нагрева и освоением газокислородного пламени.
Н.Н.Бенардос и Н.Г.Славянов положили начало автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли большого применения. Только после Великой Октябрьской социалистической революции сварка получает распространение в нашей стране. Уже в начале 20-х гг. под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлом, а несколько позже – сварку судов и ответственных конструкций.
В 1928 году учёный Д.А. Дульчевский изобрёл автоматическую сварку под флюсом. Новый этап в развитии сварки относится к концу 30-ых годов, когда коллективом института электросварки АН УССР под руководством академика Е.О.Патона был разработан промышленный способ автоматической сварки под флюсом. Внедрение его в производство началось с 1940г. Сварка под флюсом сыграла огромную роль в годы войны при производстве танков, самоходных орудий и авиабомб. Позднее был разработан способ полуавтоматической сварки под флюсом. В конце 40-ых годов получила промышленное применение сварка в защитном газе. Коллективами Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патонова разработана и в 1952 году внедрена полуавтоматическая сварка в углекислом газе. Огромным достижением сварочной техники явилась разработка коллективом ИЭС в 1949 году электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины. Авторы сварки в углекислом газе плавящимся электродом и электрошлаковой сварки К.М. Новожилив, Г.З. Волошкевич, К.В.Любавский и др. удостоены Ленинской премии. В последующие годы в стране стали применяться: сварка ультразвуком, электронно-лучевая, плазменная, диффузионная, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли учёные нашей страны: В.П.Вологдин, В.П.Никитин, Д.А. Дульчевский, Е.О. Патонов, а также коллективы Института электросварки имени Е.О. Патонова, Центрального научно-исследовательского института технологии машиностроения, Всесоюзного научно-исследовательского и конструктивного института автогенного машиностроения, Института металлургии имени А.А. Байкова, ленинградского завода «Электрик» и др. Сварка во многих случаях заменила такие трудоёмкие процессы изготовления конструкций, как клёпка и литьё, соединение на резьбе и ковка. Преимущество сварки перед этими процессами следующие:
• экономия металла – 10...30% и более в зависимости от сложности конструкции • уменьшение трудоёмкости работ, сокращение сроков работ и уменьшение их стоимости • удешевление оборудования • возможность механизации и автоматизации сварочного процесса • возможность использования наплавки для восстановления изношенных деталей • герметичность сварных соединений выше, чем клепаных или резьбовых • уменьшение производственного шума и улучшение условий труда рабочих
Виды сварки. Сварка плавлением осуществляется при нагреве сильным концентрированным источником тепла (электрической дугой, плазмой и др.) кромок свариваемых деталей, в результате чего кромки в месте соединения расплавляются, самопроизвольно сливаются, образуя общую сварочную ванну, в которой происходят некоторые физические и химические процессы. Сварка давлением осуществляется пластическим деформированием металла в месте соединения под действием сжимающих усилий. В результате различные загрязнения и окислы на свариваемых поверхностях вытесняются наружу, а чистые поверхности сближаются по всему сечению на расстояние атомного сцепления.
Основные виды сварки:
При сварке неплавящимся электродом дуга горит между электродом и свариваемым металлом в защитном инертном газе. Сварочная проволока вводится в зону сварки со стороны. Сварка плавящимся электродам выполняется на полуавтоматах и автоматах. Дуга в данном случае возникает между непрерывно подающейся голой проволокой и свариваемым металлом.
Газовая сварка осуществляется путём нагрева до расплавления свариваемых кромок и сварочной проволоки высокотемпературным газокислородным пламенем от сварочной горелки. В качестве горючего газа применяется ацетилен и его заменители (пропан-бутан, природный газ, пары жидких горючих и др.)
Виды контактной сварки:
• стыковой контактной сварке свариваемые части соединяют по поверхности стыкуемых торцов. • точечной контактной сваркой соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия. • рельефная контактная сварка осуществляется на отдельных участках по заранее подготовленным выступам – рельефам. • шовной контактной сварке соединение элементов выполняется внахлёстку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва.
Для сварки необходимо: получить свободные электроны, сконцентрировать их и сообщить им большую скорость, чтобы увеличить их энергию, которая при торможении электронов в свариваемом металле превращается в теплоту.
Электронно-лучевой сваркой сваривают тугоплавкие и редкие металлы, высокопрочные, жаропрочные и коррозионно-стойкие сплавы и стали.
Диффузионная сварка в вакууме имеет следующие преимущества: металл не доводится до расплавления, что даёт возможность получить более прочные сварные соединения и высокую точность размеров изделий; позволяет сваривать разнородные материалы: сталь с алюминием, вольфрамом, титаном, металлокерамикой, молибденом, медь с алюминием и титаном, титан с платиной и т. п.
Плазменной сваркой можно сваривать как однородные, так и разнородные металлы, а также неметаллические материалы. Температура плазменной дуги, применяемой в сварочной технике, достигает 30 000 C. Для получения плазменной дуги применяются плазмотроны с дугой прямого или косвенного действия. В плазмотронах прямого действия плазменная дуга образуется между вольфрамовым электродом и основным металлом. Сопло в таком случае электрически нейтрально и служит для сжатия и стабилизации дуги. В плазмотронах косвенного действия плазменная дуга создаётся между вольфрамовым электродом и соплом, а струя плазмы выделяется из столба дуги в виде факела. Лазерная сварка. Лазер – оптический квантовый генератор (ОПГ). Излучателем – активным элементом – в ОРГ могут быть: 1) твёрдые тела – стекло с неодимом, рубин и др.; 2) жидкости – растворы окиси неодима, красители и др.; 30 газы и газовые смеси – водород, азот, углекислый газ и др.; 4) полупроводниковые монокристаллы – арсениды галлия и индия, сплавы кадмия с селеном и серой и др. Обрабатывать можно металлы и неметаллические материалы в атмосфере, вакууме и в различных газах. При этом луч лазера свободно проникает через стекло, кварц, воздух.
Сварка трением выполняется в твёрдом состоянии под воздействием теплоты, возникающей при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Высокочастотная сварка основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами.
|
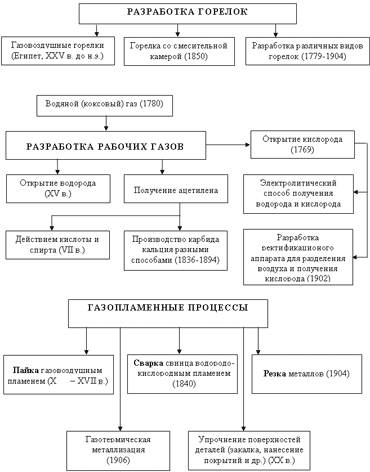
 Рис1. Хронологическое дерево «Создание основополагающих сварочных процессов и их развитие» Рис 2. Этапы создания и развития основополагающих газопламенных сварочных процессов
Рис1. Хронологическое дерево «Создание основополагающих сварочных процессов и их развитие» Рис 2. Этапы создания и развития основополагающих газопламенных сварочных процессов История сварки
История сварки В 1802 году впервые в мире профессор физики Санкт-Петербургской медико-хирургической академии В.В.Петров (1761-1834гг.) открыл электрическую дугу и описал явления, происходящие в ней, а также указал на возможность её практического применения. В 1881 году русский изобретатель Н.Н.Бенардос (1842-1905гг.) применил электрическую дугу для соединения и разъединения стали. Дуга Н.Н. Бенардоса горела между угольным электродом и свариваемым металлом. Присадочным прутком для образования шва служила стальная проволока. В качестве источника электрической энергии использовались аккумуляторные батареи. Сварка, предложенная Н.Н. Бенардосом, применялась в России в мастерских Риго-Орловской железной дороги при ремонте подвижного состава. Н.Н. Бенардосом были открыты и другие виды сварки: контактная точечная сварка, дуговая сварка несколькими электродами в защитном газе, а также механизированная подача электрода в дугу.
В 1802 году впервые в мире профессор физики Санкт-Петербургской медико-хирургической академии В.В.Петров (1761-1834гг.) открыл электрическую дугу и описал явления, происходящие в ней, а также указал на возможность её практического применения. В 1881 году русский изобретатель Н.Н.Бенардос (1842-1905гг.) применил электрическую дугу для соединения и разъединения стали. Дуга Н.Н. Бенардоса горела между угольным электродом и свариваемым металлом. Присадочным прутком для образования шва служила стальная проволока. В качестве источника электрической энергии использовались аккумуляторные батареи. Сварка, предложенная Н.Н. Бенардосом, применялась в России в мастерских Риго-Орловской железной дороги при ремонте подвижного состава. Н.Н. Бенардосом были открыты и другие виды сварки: контактная точечная сварка, дуговая сварка несколькими электродами в защитном газе, а также механизированная подача электрода в дугу. В 1888 году русский инженер Н.Г.Славянов (1854-1897гг.) предложил дуговую сварку плавящимся металлическим электродом. Он разработал научные основы дуговой сварки, применил флюс для защиты металла сварочной ванны от воздействия воздуха, предложил наплавку и сварку чугуна. Н.Г.Славянов изготовил сварочный генератор своей конструкции и организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897г.
В 1888 году русский инженер Н.Г.Славянов (1854-1897гг.) предложил дуговую сварку плавящимся металлическим электродом. Он разработал научные основы дуговой сварки, применил флюс для защиты металла сварочной ванны от воздействия воздуха, предложил наплавку и сварку чугуна. Н.Г.Славянов изготовил сварочный генератор своей конструкции и организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897г. Развитие и промышленное применение сварки требовало разработки и изготовления надёжных источников питания, обеспечивающих устойчивой горение дуги. Такое оборудование – сварочный генератор СМ-1 и сварочный трансформатор с нормальным магнитным рассеянием СТ-2 – было изготовлено впервые в 1924 году Ленинградским заводом «Электрик».
Развитие и промышленное применение сварки требовало разработки и изготовления надёжных источников питания, обеспечивающих устойчивой горение дуги. Такое оборудование – сварочный генератор СМ-1 и сварочный трансформатор с нормальным магнитным рассеянием СТ-2 – было изготовлено впервые в 1924 году Ленинградским заводом «Электрик».  В том же году советский учёный В.П. Никитин разработал принципиально новую схему сварочного трансформатора типа СТН. Выпуск таких трансформаторов заводом «Электрик» начал с 1927г.
В том же году советский учёный В.П. Никитин разработал принципиально новую схему сварочного трансформатора типа СТН. Выпуск таких трансформаторов заводом «Электрик» начал с 1927г.
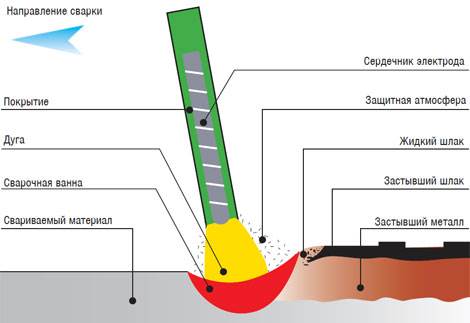 Ручная дуговая сварка осуществляется покрытыми металлическими электродами. К электроду и свариваемому металлу подводится переменный или постоянный ток, в результате чего возникает дуга, постоянную длину которой необходимо поддерживать на протяжении всего процесса сварки.
Ручная дуговая сварка осуществляется покрытыми металлическими электродами. К электроду и свариваемому металлу подводится переменный или постоянный ток, в результате чего возникает дуга, постоянную длину которой необходимо поддерживать на протяжении всего процесса сварки. Дуговая сварка под флюсом. Сущность сварки состоит в том, что дуга горит под слоем сварочного флюса между концом голой электродной проволоки. При горении дуги и плавлении флюса создаётся газошлаковая оболочка, препятствующая отрицательному воздействию атмосферного воздуха на качество сварного соединения.
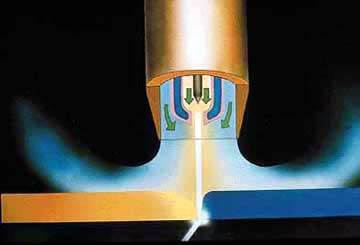
Дуговая сварка под флюсом. Сущность сварки состоит в том, что дуга горит под слоем сварочного флюса между концом голой электродной проволоки. При горении дуги и плавлении флюса создаётся газошлаковая оболочка, препятствующая отрицательному воздействию атмосферного воздуха на качество сварного соединения. Дуговая сварка в защитном газе производится как неплавящимся (чаще вольфрамовым), так и плавящимся электродам.
Дуговая сварка в защитном газе производится как неплавящимся (чаще вольфрамовым), так и плавящимся электродам.
 В качестве защитных газов применяют инертные (аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а также смеси аргона с гелием, либо углекислым газом, либо кислородом; углекислого газа с кислородом и др.
В качестве защитных газов применяют инертные (аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а также смеси аргона с гелием, либо углекислым газом, либо кислородом; углекислого газа с кислородом и др. Электрошлаковая сварка применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливают с зазором между свариваемыми кромками. В зону сварки подают проволоку и флюс. Дуга горит только в начале процесса. В дальнейшем после расплавления определённого количества флюса дуга гаснет, и ток проходит через расплавленный шлак.
Электрошлаковая сварка применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливают с зазором между свариваемыми кромками. В зону сварки подают проволоку и флюс. Дуга горит только в начале процесса. В дальнейшем после расплавления определённого количества флюса дуга гаснет, и ток проходит через расплавленный шлак. Контактная сварка осуществляется при нагреве деталей электрическим током и их пластической деформации (сдавливании) в месте нагрева. Местный нагрев достигается за счёт сопротивления электрическому току свариваемых деталей в месте их контакта. Существует несколько видов контактной сварки, отличающихся формой сварного соединения, технологическими особенностями, способами подвода тока и питания электроэнергией.
Контактная сварка осуществляется при нагреве деталей электрическим током и их пластической деформации (сдавливании) в месте нагрева. Местный нагрев достигается за счёт сопротивления электрическому току свариваемых деталей в месте их контакта. Существует несколько видов контактной сварки, отличающихся формой сварного соединения, технологическими особенностями, способами подвода тока и питания электроэнергией. Электронно-лучевая сварка. Сущность процесса сварки электронным лучом состоит в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. При бомбардировке поверхности металла электронами подавляющая часть их кинетической энергии превращается в теплоту, которая используется для расплавления металла.
Электронно-лучевая сварка. Сущность процесса сварки электронным лучом состоит в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. При бомбардировке поверхности металла электронами подавляющая часть их кинетической энергии превращается в теплоту, которая используется для расплавления металла.

 Дугу плазменного действия называют плазменной струёй. Для образования сжатой дуги вдоль её столба через канал в сопле пропускается нейтральный одноатомный (аргон, гелий) или двухатомный газ (азот, водород и другие газы и их смеси). Газ сжимает столб дуги, повышая тем самым температуру столба.
Дугу плазменного действия называют плазменной струёй. Для образования сжатой дуги вдоль её столба через канал в сопле пропускается нейтральный одноатомный (аргон, гелий) или двухатомный газ (азот, водород и другие газы и их смеси). Газ сжимает столб дуги, повышая тем самым температуру столба.
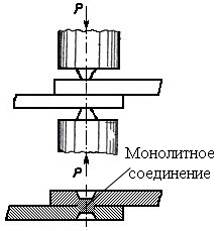 Холодная сварка металлов. Сущность этого вида сварки состоит в том, что при приложении большого давления к соединяемым элементам в месте их контакта происходит пластическая деформация, способствующая возникновению межатомных сил сцепления и приводящая к образованию металлических связей. Сварка производится без применения нагрева. Холодной сваркой можно получать соединения стык, внахлёстку и втавр. Этим способом сваривают пластичные металлы: медь, алюминий и его сплавы, свинец, олово, титан.
Холодная сварка металлов. Сущность этого вида сварки состоит в том, что при приложении большого давления к соединяемым элементам в месте их контакта происходит пластическая деформация, способствующая возникновению межатомных сил сцепления и приводящая к образованию металлических связей. Сварка производится без применения нагрева. Холодной сваркой можно получать соединения стык, внахлёстку и втавр. Этим способом сваривают пластичные металлы: медь, алюминий и его сплавы, свинец, олово, титан. Такая сварка может производиться с подводом тока контактами и с индукционным подводом тока.
Такая сварка может производиться с подводом тока контактами и с индукционным подводом тока.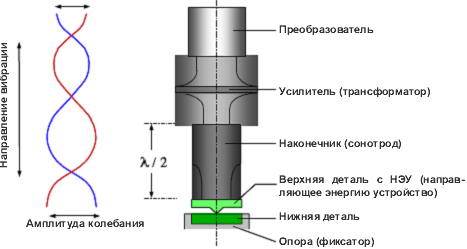 Сварка ультразвуком. При сварке ультразвуком неразъёмное соединение металлов образуется при одновременном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. Этот способ применяется при сварке металлов, чувствительных к нагреву, пластичных металлов, неметаллических материалов.
Сварка ультразвуком. При сварке ультразвуком неразъёмное соединение металлов образуется при одновременном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. Этот способ применяется при сварке металлов, чувствительных к нагреву, пластичных металлов, неметаллических материалов.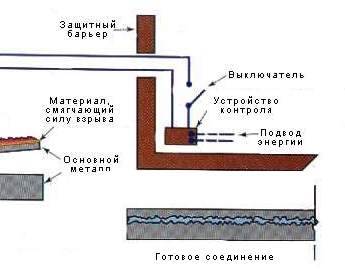
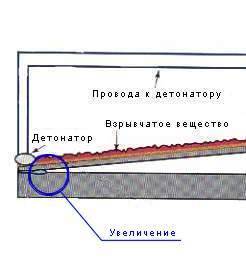 Сварка взрывом основана на воздействии направленных кратковременных сверхвысоких давлений энергии взрыва порядка (100...200) Х 108 Па на свариваемые детали. Сварку взрывом используют при изготовлении заготовок для проката биметалла, при плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическим и химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов
Сварка взрывом основана на воздействии направленных кратковременных сверхвысоких давлений энергии взрыва порядка (100...200) Х 108 Па на свариваемые детали. Сварку взрывом используют при изготовлении заготовок для проката биметалла, при плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическим и химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов


