
Резьбовые соединения
Резьбовыми называют соединения, осуществляемые с помощью деталей, снабжённых резьбой (болтов, винтов, шпилек). Эти соединения являются самыми распространенными, так как их конструкция проста и удобна для сборки и разборки. Резьба образуется по законам образования винтовых поверхностей. На рис. 1 показан цилиндрический стержень 1 и резец 2, заточенный под некоторым углом β;. Установим резец на некоторую глубину в тело стержня. Будем равномерно вращать его вокруг оси с угловой скоростью ω;,а резец равномерно перемещать вдоль оси стержня с линейной скоростью Совокупность выступов и впадин, расположенных по винтовой линии на крепёжной детали, образует резьбу.
Рисунок 1 - Схема образования резьбы Часть винтовой поверхности, полученной за один оборот стержня, называют в и т к о м (если резьба дюймовая – ниткой). Сечение витка плоскостью, проходящей через ось стержня, называется п р о ф и л е м резьбы. В зависимости от формы профиля различают треугольную, прямоугольную и трапецеидальную резьбы. Резьба может быть нарезана на стержне (наружная резьба) или в отверстии (внутренняя резьба). Когда витки резьбы идут слева вверх направо, то резьбу называют правой, если справа вверх налево – левой. Наибольшее распространение получила, правая резьба. Резьбы бывают одноходовые, образованные двумя, тремя и более винтовыми поверхностями. Многоходовую резьбу используют в тех случаях, когда за один оборот винта необходимо получить значительное осевое перемещение гайки. Основными параметрами резьбы являются номинальный диаметр, шаг, число заходов, угол подъёма винтовой линии и угол профиля. Под номинальным диаметром d понимают наружный диаметр резьбы винта. Резьба имеет наименьший d1 и средний d2 диаметры,причём dср = За шаг резьбы S принимают расстояние между одноименными сторонами соседних витков измеренное в направлении оси витков. Углом профиля β;называют угол между боковыми сторонами витка. Число заходов резьбы z р считают число самостоятельных винтовых поверхностей. Для одноходовой резьбы zр = 1, для двухходовой zр = 2 и т. д. Ход резьбы S1 – расстояние между одноимёнными точками ближайших витков одной и той же винтовой поверхности. Для одноходовых резьб S1 = S, так как zр = 1; для многоходовых S1 = Szр. Угол подъёма резьбы λ; определяют из равенства
В зависимости от формы нарезаемой поверхности резьба бывает цилиндрическая и коническая; в в зависимости от профиля – треугольная, трапецеидальная и др. Резьбы подразделяют на крепёжные и ходовые. Крепёжную резьбу делают самотормозящей (угол подъёма резьбы λ меньше угла трения ρ). К цилиндрическим резъбам относятся метрическая, дюймовая, трубная, трапецеидальная. Метрической называют резьбу с углом профиля β = 600. Все параметры этой резьбы измеряются в метрической системе единиц (мм). Метрическую крепёжную резьбу с крупным шагом обозначают буквой М. Следующая затем цифра обозначает диаметр в мм, например, М5. Для резьб с мелким шагом в обозначении добавляется шаг резьбы в миллиметрах, например, М5 х 0,5. Дюймовую крепёжную резьбу применяют для замены деталей машин и приборов, импортированных из стран, в которых была принята дюймовая система мер. Угол профиля резьбы α = 550.. Такая резьба обозначается через диаметр в дюймах, например, 1/2". Трубная резьба имеет треугольный профиль с углом β = 550, (рис. 2). Однако в отличие от дюймовой вершины и впадины у этой резьбы скруглены. При одном и том же шаг данной резьбы меньше, чем у дюймовой. Трубную резьбу обозначают через Труб. например Труб. 1!!. Следует иметь ввиду, что числовое значение в обозначении не соответствует диаметру резьбы, а отнесено к внутреннему условному диаметру ввёрнутой трубы и дюймах. Профиль трапецеидальной резьбы представляет собой равнобедренную трапецию (рис. 2, г) с β = 300. Данная резьба обозначается через Трап, с указанием диаметра и шага, например, Трап. 10 ´ 3. Коническая резьба имеет только треугольный профиль. Коническую резьбу наносят на поверхность с конусностью 1: 16. Стандартная коническая резьба бывает двух видов: с биссектрисой угла профиля, перпендикулярной к образующей конуса (рис. 2,д), и с биссектрисой, перпендикулярной к оси конуса, что обеспечивает возможность соединения конического винта с цилиндрическим гнездом (рис. 2, е). У первого вида резьбы угол профиля β = 550, у второго - β = 600. Резьба обозначается в дюймах, например, К. Труб. 3/4 ² (ГОСТ 6211 – 52). Наружную резьбу получают методом нарезания или накаткой. При этом используют различные резцы, плашки, резьбовые гребёнки и фрезы.
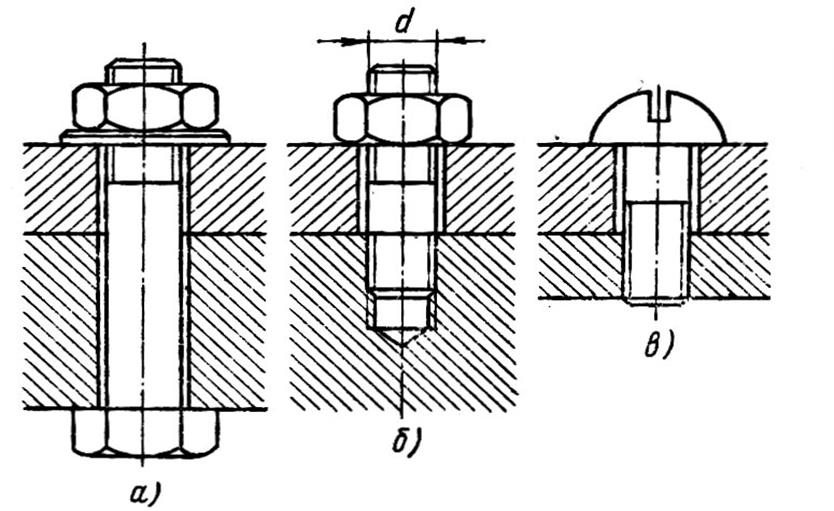
Рис 2 - Крепёжные резьбы а – метрическая по ГОСТ 9150 – 59; б- дюймовая по ГОСТ НКТП 1260; 8- трубная по ГОСТ 6357- 52; г –трапецеидальная по ГОСТ 9484-60; д – трубная коническая по ГОСТ 6211 – 52; е - коническая по ГОСТ 6111 – 52. Наружную резьбу получают методом нарезания или накатывания. При этом используют различные резцы, плашки, резьбовые гребёнки и фрезы. Для нарезания внутренней резьбы обычно применяют метчики. Накатывание резьбы может осуществляться плоскими плашками, с помощью колец и роликов. На деталях из тонкого листового материала резьбу получают отгибкой краёв отверстия по винтовой линии. В литых и прессованных деталях резьба может быть получена при изготовлении детали без механической обработки. Основными видами крепёжных резьбовых деталей являются болты, шпильки, винты, гайки (рис. 3) Б о л т о м называют крепёжную деталь, изготовленную в виде цилиндрического стержня с резьбой на одном конце и шестигранной головкой на другом. Ш п и л ь к о й называют крепёжную деталь, изготовленную в виде цилиндрического стержня, имеющего с обоих концов резьбу. Шпильку применяют, когда нельзя или нецелесообразно (по условиям сборки или из-за материала резьбового гнезда) использовать болт или винт.
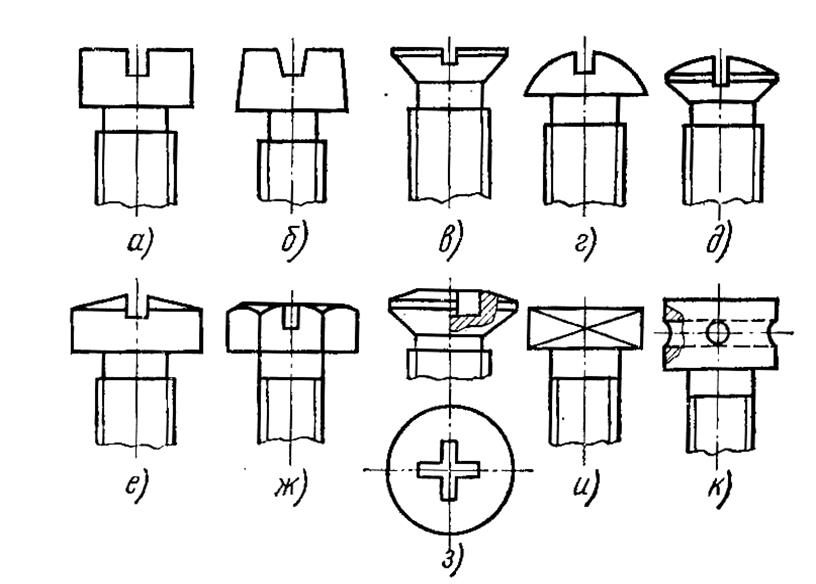
Рисунок 3 - Резьбовые соединения: а – болтовое; б – шпилечное; в – винтовое В и н т о м называют крепёжную деталь, резьбовым концом ввёртываемую в гнездо одной из соединяемых деталей. Головки винтов имеют различную форму (рис. 4). Наиболее распространены винты с цилиндрической и полукруглой головками (рис, 4а, г, ж). Реже используют винты с конической и квадратной головками (рис. 4, б, е, и). Шестигранная форма головки позволяет завинчивать винт обычным гаечным ключом. Винты с потайными и полупотайными головками (рис 4 в. Д)применяют при достаточной толщине прив1ртываемой детали (более 0,6 мм) и в тех случаях, когда необходимо улучшить внешний вид скрепляемых деталей. Винты с полукруглой головкой устанавливают на внешней стороне изделий. Винты с отверстиями в головке, просверленными крест-накрест (рис. 4, к) используют как установочные и для пломбировки. Применение головки с крестообразным шлицем уменьшает развальцовку стенки шлица и снижает опасность срыва отвёртки при завинчивании (рис. 4, з). Г а й к о й называют крепёжную деталь, имеющую отверстие с резьбой (рис. 5.). Чаще всего используют шестигранную гайку нор-
Рисунок 4 – Головки крепёжных деталей мальной высоты (рис. 5.). Низкие гайки (рис.5., а, б) применяют редко, ввиду малой надёжности. Для предотвращения самоотвинчивания предназначены корончатые гайки с прорезями для шплинтов (рис. 5., г). Применение высоких гаек уменьшает износ резьбы при частом отвинчивании. Глухие гайки, закрывающие конец винта (рис. 5., д) крепят на наружной стороне приборов для уплотнения соединения (не пропускают воздух, пыль и жидкость). Если необходимо затруднить отвинчивание гаек, то им придают особую форму (рис. 5., е, ж, з). Для быстрого завинчивания или отвинчивания применяют гайки с накаткой (рис. 5., и) и типа "барашек" (рис. 5., к). Кроме основных крепёжных деталей, используют вспомогательные детали (шайбы) и различные стопорные устройства. В зависимости от типа шайбы применяют как подкладки под головки болтов и гаек или в качестве предохранителя от самоотвинчивания, т. е. для стопорения. Крепёжные детали обычно изготавливают из стали различных марок; токоведущие винты и гайки – из латуни и бронза. Для предохранения от коррозии крепёжные детали цинкуют (возможны и др. покрытия).
Рисунок 5 – Типы гаек Шаг резьбы выбирают, исходя из назначения соединения и предъявляемых к нему требований. Наиболее широкое распространение получила метрическая резьба с крупным шагом, применяемая для деталей из пластмасс, алюминиевых и магниевых сплавов, а также конструкциях, для которых важно быстрое соединение и разъединение (например, в штепсельных соединениях). Резьбы с мелким шагом целесообразно применять у деталей, использующихся для соединений с регулированием или в случае, когда одна из деталей должна перемещаться с высокой степенью точности. В некоторых случаях для быстросъёмных конструкций предусматривают двух- или трёхходовые резьбы. При использовании шайб или деталей из листовых материалов(например, лепестков) следует иметь ввиду, что до сжатия они могут увеличивать толщину соединения на 0.5 -1.5 мм, а в некоторых случаях и до 2 -2.5 мм. Чтобы винт было удобно завинчивать, необходимо увеличить его длину так, чтобы можно было ввернуть на два- три витка без сжатия пакета соединяемых деталей. Если по конструктивным соображениям толщина соединения получается малой и длина винта оказывается меньше его диаметра, то следует увеличить толщину соединения до размера диаметра винта. При соединении изоляционных материалов минимальная длина винта обычно берётся не меньше двух диаметров деталей. При скреплении металлических деталей с изоляционными резьбу нарезают в металлических деталях. Если это, по каким – либо причинам невозможно, то в деталь из изоляционного материала заформовывают металлическую втулку с внутренней резьбой.
Рисунок 6 – Крепление деталей с изоляционными прокладками При соединении металлическими винтами деталей, находящихся под током, применяют изоляционные прокладки. Осевая сила Q между рабочими витками в соединении винта с гайкой распределяется, считая от опорного торца гайки, неравномерно, при десяти витках наибольшую нагрузку (около 34% Р. стар) воспринимает первый виток, 22,7% - второй и только 1% - десятый. Поэтому высоту гайки ограничивают величиной h1 = 0,8d. изоляционные шайбы и втулки (рис 6, а). В последнее время используют капроновые винты, позволяющие обойтись без изоляционных втулок (рис. 6, б, в). При установке стальных шпилек в корпус из алюминиевых сплавов глубина завинчивания для соблюдения условий равнопрочности увеличивается до Угол профиля метрической резьбы составляет – 600, а дюймовой – 550.. Обозначения основной резьбы с указанием допуска имеют вид: для болта – М12 - 4g, для гайки М12 – 6H; для болтового соединения М12 – 6H/6g (для 6 – й степени точности). В крепёжных деталях используют метрическую резьбу с крупным шагом. Мелкие резьбы применяют для тонкостенных конструкций, на валах (для обеспечения наименьшего перехода между диаметрами), а также тогда, когда резьба является регулируемым элементом соединения. Длина винта зависит от толщины соединяемых деталей и обычно составляет не более (8 – 10)d; при большей толщине следует изменять конструкцию деталей таким образом, чтобы можно было использовать винт меньшей длины. Отверстие с резьбой в детали может быть глухим, но целесообразно делать его сквозным. Для облегчения соединения деталей на концах резьбы и резьбовых отверстий снимаются фаски, размер которых зависит от диаметра отверстия и выбирается по соответствующим нормам.
|
 . Тогда на поверхности стержня образуется винтовая впадина 3 и винтовой выступ 4.
. Тогда на поверхности стержня образуется винтовая впадина 3 и винтовой выступ 4.
 см. рис.1.
см. рис.1. .
.


 = (1,6 – 2) d, а в корпусы из магниевых сплавов – до 2,5 d.
= (1,6 – 2) d, а в корпусы из магниевых сплавов – до 2,5 d.


