Пластинчатый конвейер дляподачи горячих (>100 °С) материалов к скипу состоит из следующих основных узлов: ленты, привода и натяжной станции.
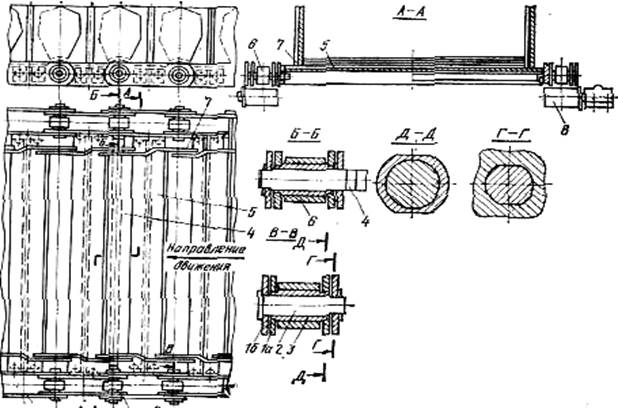
Лента конвейера представляет собойдве параллельные ветви пластинчатых цепей с закрепленными между ними пластинами. Одни пластины 1а и 1б звеньев цепи соединены шарнирно валиками 2 и втулками 3, а другие через одно звено — осями 4, общими для обеих ветвей цепи. Пластины ленты 5 крепят к внутренним пластинам звеньев цепи болтами или заклепками. При движении ленты пластины цепи опираются на консольные ролики 8, расположенные на раме конвейера в два ряда на рабочей и холостой ветвях.
Зубья приводной и холостой звездочек входят в зацепление с роликами 6 звеньев цепи. К звеньям цепей крепят пластины 7, образующие борта конвейера. Для уменьшения износа соприкасающиеся поверхности втулок, валиков, роликов и осей упрочняют. Производительность конвейера при номинальной скорости 0,575 м/с составляет 720 м³/ч. Привод конвейера расположен в головной части и состоит из электродвигателя, двухступенчатого редуктора, промежуточной шестеренной передачи и вала с приводными звездочками.