По конструкции и назначению различают ленточные конвейеры общего назначения и специальные.
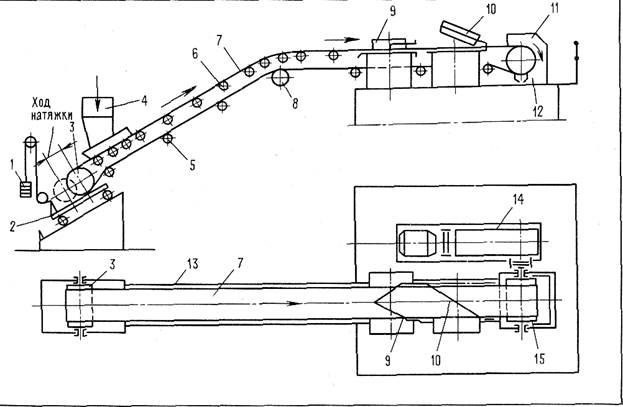
Рисунок 1-схема стационарного наклонно-горизонтального ленточного конвейера
По конструкции полотна конвейера, опорных ходовых устройств и передаче тягового усилия различают ленточные конвейеры, в которых лента является грузонесущим и тяговым элементом (основной тип), и конвейеры, в которых лента служит только грузонесущим элементом, а тяговым элементом являются два каната или цепи (ленточно-канатные и ленточно-цепные).
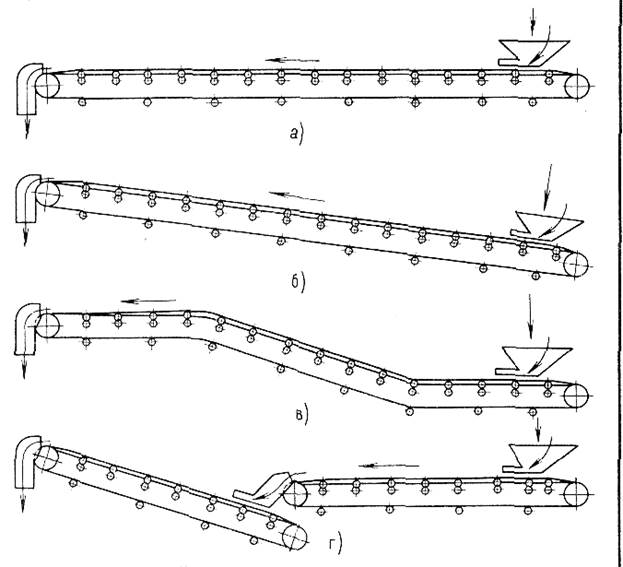
По профилю трассы ленточные конвейеры разделяют на горизонтальные (рисунок 2, а), наклонные (рисунок 2, б) икомбинированные: горизонтально-наклонные с двумя перегибами (рисунок 3, в) и состоящие из горизонтального и наклонного конвейеров (рисунок 2, г).
Рисунок 2- Схемы конвейеров
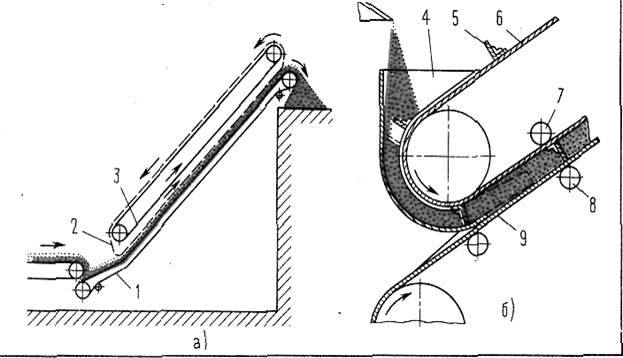
Ленточные конвейеры общего назначения с резинотканевой лентой. Основными элементами ленточных конвейеров являются лента, барабаны, поддерживающие роликоопоры, натяжные устройства, привод, загрузочные и разгрузочные устройства. Лента. В ленточных конвейерах ленту используют в качестве грузонесущего элемента, осуществляя одновременно тяговую связь между барабанами конвейера. Лента должна иметь высокую прочность, эластичность (гибкость) в продольном (на барабанах) и поперечном (на желобчатых опорах) направлениях, высокую износостойкость на истирание рабочих поверхностей, хорошую сопротивляемость расслаиванию при многократных перегибах, небольшие упругие и остаточные удлинения, малую гигроскопичность, а также стойкость против физико-химического воздействия грузов и окружающей среды. В конвейерах применяют резинотканевые, резинотросовые и стальные ленты. Конвейерные ленты имеют ширину от 100 до 3000 мм. Для обеспечения транспортирования груза при больших углах наклона применяют крутонаклонные двухленточные конвейеры (с грузонесущей и прижимной лентой) и конвейеры с трубчатой лентой. В двухленточных конвейерах (рис. 3, а) транспортируемый груз подается на загрузочный участок конвейера и прижимается к основной ленте 1 весом прижимной ленты 2, что препятствует скольжению груза вниз по основной ленте. Прижимную ленту изготовляют из обычной резинотканевой ленты или из соединенных между собой звеньев сварной цепи. В последнем случае она обладает высокой гибкостью в продольном и поперечном направлениях, что позволяет ей плотно обхватывать груз, Прижимная лента приводится в движение лентой дополнительного конвейра 3, установленного параллельно основному и имеющего ту же скорость. Применение прижимной ленты позволяет осуществить подъем сыпучего груза при углах наклона 48 — 60° к горизонтальной плоскости.
Рисунок 3 – Двухленточный конвейер для транспортирования насыпного груза при большом угле наклона
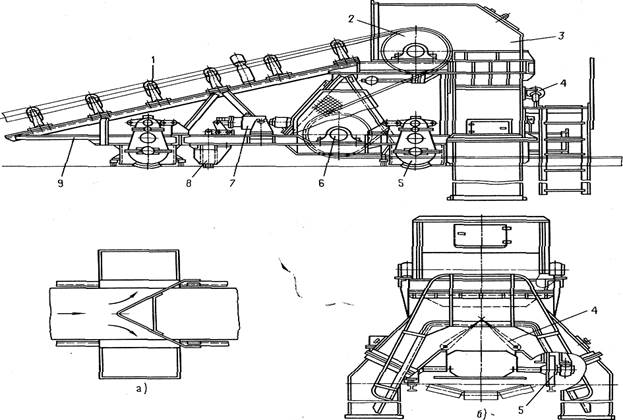
Кроме того, тяговая лента 6 в ленточ-но-скребковых конвейерах (рис. 3,6) может быть выполнена со скребками 5, захватывающими груз из загрузочной воронки 4 и удерживающими его от соскальзывания с рабочей ленты 9 конвейера, перемещающейся со скоростью, равной скорости тяговой ленты. Тяговая лента 6 и рабочая лента 9 удерживаются от прогиба их грузом при помощи направляющих роликов 8 и 7. Двухленточные конвейеры могут обеспечить работу с высокими скоростями (до 6 м/с) при угле подъема до 90°, производительность их не зависит от угла наклона. К недостаткам этих конвейеров следует отнести их повышенную конструктивную сложность, повышенное изнашивание ленты, увеличенный расход энергии. Загрузочные устройства. Загрузочное устройство должно обеспечить плавную подачу груза на движущую ленту, при этом скорость груза и направление его движения должны быть близки скорости и направлению загружаемой ленты, что способствует предохранению ленты от повреждений и изнашивания. Конвейер можно загрузить в любой точке трассы. Как правило, загрузку производят около хвостового барабана. Загрузку сыпучими грузами производят обычно с помощью загрузочной воронки и лотка. Размер В1выходного отверстия лотка принимают значительно меньшим ширины Вленты, чтобы обеспечить центральное расположение груза на ленте и исключить самопроизвольное ссыпание. Обычно В = (0,6...0,7) В. Насыпной груз распределяется по ленте на ширину, равную 0,8 В Разгрузочные устройства. Наиболее простым и удобным способом разгрузки конвейеров, не требующим специальных устройств, является сброс материала с концевого барабана. Однако в ряде случаев возникает необходимость осуществлять разгрузку в различных точках по длине конвейера. Например, в литейном производстве возникает необходимость осуществлять подачу формовочной смеси одним конвейером к бункерам различных формовочных машин, расположенным вдоль линии конвейера. В этом случае необходимо применение специальных разгрузочных устройств, из которых наиболее простыми являются плужковые разгружатели, т. е. щиты, устанавливаемые на ленте под углом к потоку груза (рис. 8, а). При этом груз движется вдоль щита и сбрасывается с ленты на одну или обе стороны ленты. Недостатком плужковых разгружателей является повышенное изнашивание ленты в процессе разгрузки, поэтому их нецелесообразно применять при скоростях движения ленты, превышающих 1,6-2,0 м/с, и транспортировании абразивных и кусковых грузов. Наиболее рациональным методом разгрузки ленточного конвейера является применение барабанной разгрузочной тележки (рис. 8,6), обеспечивающей разгрузку в фиксированном положении при неподвижной тележке и в «челноковом» режиме, когда разгрузка осуществляется с реверсивным движением тележки. Барабанная разгрузочная тележка состоит из рамы 9, установленной на приводных ходовых колесах 5, на которых тележка может перемещаться по рельсам вдоль трассы конвейера. На тележке установлены роликоопоры 1, два неприводных барабана 2 и 6, огибаемые лентой конвейера, и разгрузочная одно или двухрукавная воронка 3, обеспечивающая разгрузку соответственно на одну или обе стороны конвейера. Груз поднимается по ленте до верхнего барабана тележки и падает в разгрузочную воронку, отводящую его в сторону от ленты конвейера. Тележка снабжена рельсозахватным устройством 8 с приводом от центробежного толкателя 7. Это устройство фиксирует устойчивое положение тележки в определенном месте трассы. Для направления подачи груза в один из рукавов воронки применен шибер 4.
Рисунок 8 – Схема разгрузки ленточного конвейера а – с плужковым сбрасывателем; б- с барабанной разгрузочной тележкой
|