B'd' V ф> V ; b'd' 50 40 §4. ОПТИЧЕСКАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
Оптические делительные головки применяют для особо точного деления, а также для проверки точности нанесенных круговых шкал. Принцип, работы головок заключается в следующем (рис. 156). Шпиндель головки приводится вовращение с помощью рукоятки через червячную пару 6-5. На валу шпинделя закреплен стеклянный диск 4, имеющий шкалу с ценой деления 1°. Сверху на корпусе расположена оптическая система с окуляром 1, черезкоторую ведут наблюдение за шкалой диска 4. Шкала освещается естественным светом через окно 2 с помощью зеркала 3. Деления диска 4 проектируются на шкалу, помещенную в окуляре с ценой деления, равной 1 мин, по которой отсчитывают градусы и минуты. Недостатком оптических делительных головок является невозможность использования их при фрезеровании винтовых канавок. Кроме того, при последовательных поворотах углы суммируются, и поэтому возникает необходимость предварительного составления полной таблицы углов для всех поворотов шпиндельной головки
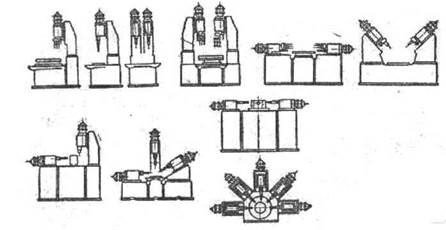
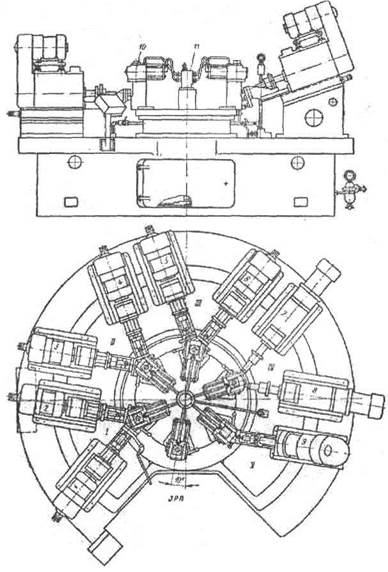
рис. 156. Оптическая делительная Глава XXI АГРЕГАТНЫЕ СТАНКИ Агрегатными называют специальные станки, изготовляемые из стандартных и нормализованных узлов. Их применяют в крупносерийном и массовом производстве для сверления, растачивания резьбонарезания и фрезерования. Чаще всего на них обрабатывают корпусные детали, которые в процессе обработки остаются неподвижными. Применение нормализованных элементов в конструкциях агрегатных станков сокращает сроки их проектирования, облегчает процесс производства, дает возможность широко унифицировать детали и упрощать технологию их изготовления, а также позволяет создавать самые разнообразные компоновки агрегатных станков с минимальным числом оригинальных элементов. Агрегатные станки компонуют по различным схемам (рис. 157). На рис. 158 показан девятишпиндельный горизонтальный агрегатный станок с шестипозиционным поворотным столом. Он предназначен для сверления, зенкерования и нарезания резьбы в корпусной детали (схема обработки на рис. 159). Каждая силовая головка (1-9) служит для вращения и подачи одного инструмента. На рабочих позициях I-IV установлено по две силовые головки. Обрабатываемые детали закрепляют в приспособлениях 10 с пневматическим приводом, к которым сжатый воздух поступает через центральный пневмораспределитель 11. Агрегатный 12-шпиндельный станок барабанного типа показан на рис. 160. У него вместо делительного стола имеется поворотный барабан, на гранях которого размещают приспособления с обрабатываемыми деталями. Как правило, на таких станках обра-
Рис. 157. Типичные схемы компоновки сверлильно-расточных агрегатных станков
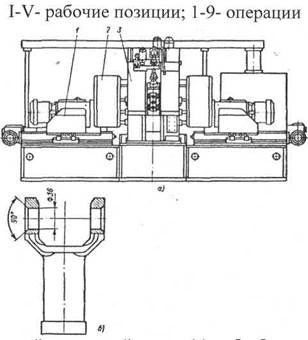
Рис. 158. Агрегатный станок горизонтального типа: ЗРП - загтэузочно-оазгрузочная позиция батывают отверстия, торцы и наружные цилиндрические поверхности у деталей, имеющих плоскость симметрии, с двух сторон одновременно, барабан с обрабатываемыми деталями размещен в двух вертикальных стойках 3. Силовые головки 1 несут шпиндельные коробки 2 с шестью инструментами каждая. На схеме (рис.161) изображены по три инструмента левой и-правой силовой
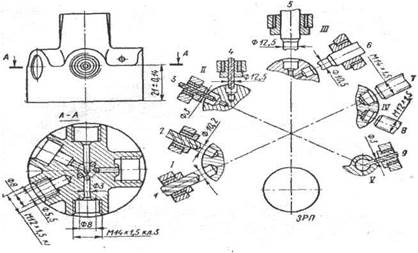
Рис. 159. Схема обработки на агрегатном станке:
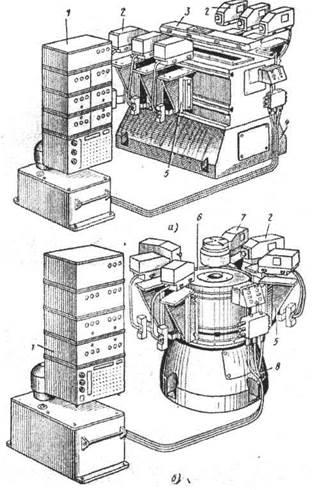
Рис. 160. Барабанный агрегатный станок (а) и обрабатываемая деталь (6)
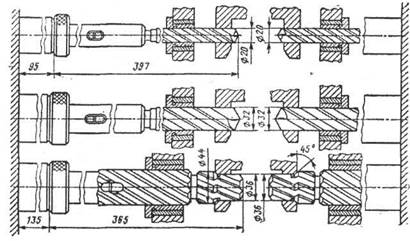
Рис. 161. Схема обработки детали на агрегатном станке головки. Остальные шесть инструментов являются дублирующими - на каждой рабочей позиции одновременно обрабатывается по две одинаковые детали. На рис. 162 показаны два варианта компоновки быстропереналаживаемых агрегатных станков. Силовые сверлильные 2, фрезерные 7 и другие головки устанавливают иа унифицированных кронштейнах 5, закрепленных на направляющих круглой 8 или прямоугольной 4 станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на новую партию деталей. Детали устанавливают на круглом 6 или прямоугольном 3 делительном столе в универсально-сборных или универсально-наладочных приспособлениях. Станки оснащены системой программного управления, размещенной в блоке управления 1. Нормализованные узлы (станины, силовые головки и столы, шпиндельные коробки, элементы гидропривода и т. д.) имеют ряд разновидностей как по своей конструкции, так и по типоразмерам, что вызвано условиями компоновки станка, его размерами, характером обработки и т. д. Специальные узлы (зажимные приспособления и кондукторы, которые проектируются в зависимости от конфигурации обрабатываемой детали, ее размеров и т. п.) также имеют отдельные нормализованные элементы: эксцентрики и ручки для быстродействующих эксцентриковых зажимов, пневмоцилиндры, штоки, пневмораспределительные золотники для автоматического зажима и отжима обрабатываемых деталей, патроны для закрепления инструмента, кондукторные втулки и т. п.
Рис. 162. Переналаживаемые агрегатные станки? а - с прямоугольным столом; б - с круглым столом § 1. СИЛОВЫЕ ГОЛОВКИ И СТОЛЫ Силовая головка является самостоятельным узлом агрегатного станка и предназначена для вращения рабочих шпинделей и осуществления продольной подачи инструмента. Силовые головки делятся на самодействующие и несамодействующие. Самодействующие силовые головки имеют встроенный привод для осуществления вращательного движения и движения подачи инструмента. У несамодействующих головок имеется только привод вращения шпинделей, головку устанавливают неподвижно на пере-
Рис. 163. Схема самодействующей головки с механической подачей мещающемся силовом столе, который имеет привод подачи, находящийся вне головки. Самодействующие головки могут иметь механический, пневматический, гидравлический и пневмогидравлический приводы подачи. У головки с механической подачей (рис. 163) продольная подача осуществляется цилиндрическим кулачком 7 с винтовым пазом, который вращается от электродвигателя 5 через червячную передачу 3-2, сменные зубчатые колеса 4 и червячную пару 1 и 9. Ролик 8 жестко связан с салазками 10 головки и при ее движении остается неподвижным. Положение ролика вместе с ползу шкой, к которой он прикреплен, регулируют винтом 6. Головка имеет предохранительную фрикционную муфту 11. Шпин-
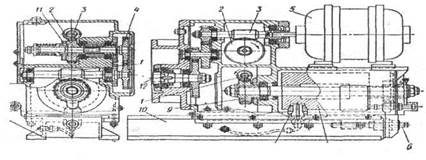
Рис, 164. Самодействующая гидравлическая силовая головка; 1 - электродвигатель; 2 - зубчатая передача; 3 - выходной вал для передачи вращения инструментам; 4- зубчатая пара.для вращения шиберного насоса; 5 - гидроцилиндр
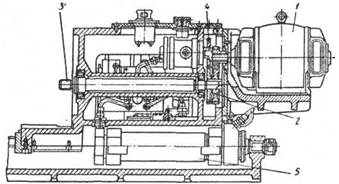
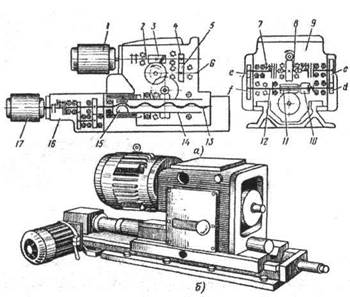
Рис. 165. Электромеханическая самодействующая силовая головка а - кинематическая схема; б - общий вид дель 12 вращается через две пары зубчатых колес от электродвигателя 5. Большое распространение в агрегатных станках получили силовые головки с гидравлическим приводом. Корпус головки (рис. 164) служит резервуаром для масла, которое гидронасосом
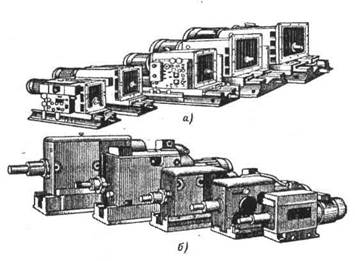
Рис. 166. Агрегатные самодействующие силовые головки: а - с гидравлической подачей; б - с плоскокулачковой подачей
Рис. 167. Общий вид силового стола с электро-приводом подается в панель управления, оттуда поступает в наружные трубопроводы для подвода к передней и задней полостям цилиндра. У пневмогидравлических силовых головок подача шпинделя осуществляется при помощи пневмоцилиндра с гидравлическим регулированием. Электромеханическая самодействующая головка с подачей ходовым винтом показана на рис. 165. От главного электродвигателя 1 через вал 2 и зубчатые колеса 4 и 5 движение передается валу 6, соединенному со шпиндельной коробкой. От вала 2 через червячную передачу 3 вращение сообщается валу 8, на котором имеются две электромагнитные муфты 7 и Р. Когда включена муфта 7, движение рабочей подачи передается валу 12 через сменные колеса —, а при включении муфты 9 через сменные колеса —. Вал 12 через предохранительную муфту 10 и червячную передачу 11 вращает гильзу 14, в которой закреплена гайка 15 ходового винта 13. При рабочей подаче, а также при выключении ускоренного хода головки привод ходового винта заторможен электромагнитным тормозом 16. Ускоренное движение головки производится от реверсивного электродвигателя 17, который вращает ходовой винт 13 при неподвижной гайке 15 и гильзе 14, удерживаемых самотормозящейся червячной передачей 11. Гамма нормалпзовшпшх агрегатных самодействующих силовых головок показана на рис. 166. Силовые столы предназначены для выполнения движения подачи инструмента или детали, как правило, возвратно-поступательного характера. Часто силовые столы применяют в сочетании с несамодействующими силовыми головками, которые сохраняют только "привод главного движения. В ряде случаев силовые столы служат для закрепления обрабатываемых деталей (рис. 167).
|