Ф z Ъ d
оборотов лимба. Сумма, взятая в скобки, выражает действительное число оборотов, которое делает рукоятка при дифференциальном делении. Из приведенной формулы можно определить передаточное отношение сменных зубчатых колес дифференциальной гитары а с z0 (\ а с N (\ bd гфХ* } bd гфК* } Удобнее принимать гф > z, так как в этом случае лимб должен вращаться в сторону вращения рукоятки, и поэтому не надо ставить в гитару дополнительное паразитное зубчатое колесо (гф может быть любое составное число, по абсолютной величине близкое к г, и лучше, если оно будет делиться наг). Пример. Требуется нарезать зубчатое колесо, имеющее 227 зубьев. Нужно подобрать сменные колеса гитары, делительный диск и определить число оборотов рукоятки. _», Пусть 2ф 5= 220. Тогда число оборотов рукоятки головки при простом делении = 40 = 40 _ 2 = 12 П~' 2ф ~220~11~66 Выбирают делительный диск, имеющий окружность с 66 отверстиями, и устанавливают ножки раздвижного сектора на 12 отверстий этой окружности (считая первым отверстие, расположенное рядом о отверстием, занятым защелкой рукоятки). Передаточное отношение сменных колес гитары определяют по формуле Произведем проверку в формулу — = [-£- +------------ — подставим данные и z \гф z b d J40 1 ( 40 1 70"| 1, получим ---- =---------------- — т, е. равенство справедливо, значит наладка ' 227 1,220 227 55 ) 40 у г >; выполнена правильно. Нужно взять сменные колеса, имеющие 70 и 55 зубьев. Ставят их на гитару делительной головки так, чтобы колесо z = 70 (ведущее) оказалось на шпинделе, а колесо z — 55 (ведомое) - на валике привода делительной головки. Так как передаточное отношение получилось отрицательным, то в гитару необходимо ввести паразитное колесо. Наладка на фрезерование спиральных канавок. При фрезеровании винтовых (спиральных) канавок заготовке сообщается слож
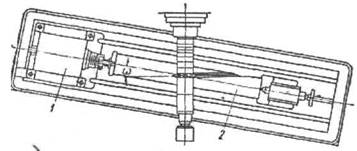
Рис. 154. Схема фрезерования винтовых канавок: 1 - делительная головка; 2 - деталь ное винтовое движение, состоящее из поступательного прямолинейного (вдоль ее оси) и вращательного (вокруг той же оси). Поступательное движение заготовка получает вместе со столом, а вращательное от ходового винта стола станка через сменные зубчатые колеса. Стол станка при фрезеровании винтовых канавок поворачивают по отношению к оси шпинделя на угол о, равный углу наклона винтовой канавки. При нарезании левой винтовой канавки стол поворачивают на угол со по часовой стрелке (рис. 154), а при нарезании правой винтовой канавки - против часовой стрелки. Угол поворота стола TtD co = arctg — Рр где D - диаметр обрабатываемой заготовки; Рр - шаг винтовой линии. Если винтовая линия задана углом подъема а, то стол необходимо повернуть на угол 90° - а. Медленное вращение шпинделю делительной головки передается от продольного ходового винта станка по кинематической цепи, показанной на рис. 151, в. Уравнение кинематического баланса этой цепи для настройки гитары сменных колес -!—-*- составляют из условия, что за один оборот заготовки стол станка переместится на величину шага Рр нарезаемой канавки: xh.i.x.i^.Ei.pxje^pp k bxdx С учетом, что к = 1, имеем а\ сх = рР Ь{ dx z0Px.e где Рх. в - шаг ходового винта стола станка, мм.
|