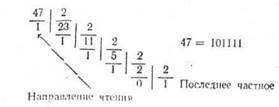
Пример. Перевести число 47 десятичной системы в двоичную систему
Для перевода чисел из десятичной системы в двоичную можно использовать и специальные таблицы. Часть такой таблицы показана на рис. 287. Вверху указаны разряды двоичной системы, а справа — числа десятичной системы. Черный кружок условно означает единицу, белая клеточка — ноль. Так, например, число 14 запишется в виде 14 = 1*23 + 1*22+ 1*2* +0*2°, т. е, его кодовое изображение будет 1110. Число 20 = 1*24 + 0*23 + 1*22 +0-2'+0*2°, а кодовое изображение 10100. Для записи чисел в двоичной системе каждому разряду отводится своя дорожка, для записи любого шестизначного десятичного числа необходимо иметь двадцать дорожек и одну строчку. Пример записи числа 271 в двоичной системе (см. рис. 286, в). Для записи чисел в двоичной системе необходимы широкие ленты. При двоичном коде единица соответствует наличию сигнала (контакта), а при нуле сигнал отсутствует. Это удобно потому, что механизмы наиболее надежно различают два устойчивых состояния,
Двоично-десятичная система счисления. В лом случае запись каждого разряда десятичного числа производится двоичным эквивалентом, называемым тетоадой. т. е. состоящей из четьгоех оазиялов.
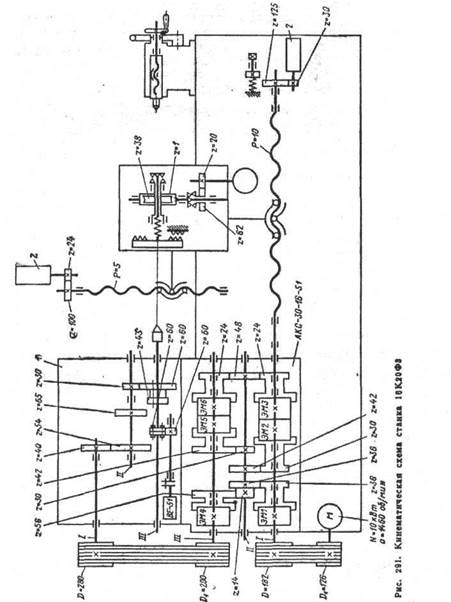
§ 6. ТОКАРНЫЙ СТАНОК С ЧПУ 16К20ФЗ Назначение Станок 16К20ФЗпатронно-центровой и предназначен для товарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилями в один или несколько проходов в замкнутом полуавтоматическом цикле, а также для нарезания крепежйых резьб (в зависимости от возможностей системы ЧПУ). Станок используют в единичном, мелкосерийном и серийном производстве с мелкими повторяющимися партиями деталей. Характеристика станка (рис. 174). Наибольший диаметр обрабатываемой детали над станиной 400 мм; наибольший диаметр обрабатываемой детали над суппортом 220 мм; наибольшая длина обрабатываемой детали 1000 мм; пределы частот вращения шпинделя 35-1600 об/мин; количество автоматически переключаемых
Рис. 174. Общий вид станка 16К20ФЗ скоростей 9; скорость быстрых перемещений: продольного 4800 мм/мин, поперечного 2400 мм/мин; диапазон скоростей подач: продольного хода 3-1200 мм/мин, поперечного хода 3-500 мм/мин; перемещение суппорта на один импульс: продольного 0,01 мм, поперечного 0,005 мм; программа перемещений инструмента и вспомогательные команды записываются на перфоленте; станок снабжен устройством числового программного управления Н22-1М. Кинематика станка (рис. 175). Главное движение - вращение шпинделя — осуществляется от электродвигателя (N = 10 кВт, п=1460об/мин) через клиноремеиную передачу -—, автоматаческую коробку скоростей типа АКС 309—16—51, клиноременную передачу —, корооку скоростей шпиндельной бабки 1 и далее на шпиндель. Автоматическая коробка скоростей имеет шесть электромагнитных муфт ЭМ1 — ЭМ6, включением которых в разных комбинациях можно получить на выходном валу III коробки девять различных частот вращения. Наличие в шпиндельной бабке блока шестерен z^, — Zn, переключаемого вручную, позволяет получить на шпинделе двенадцать различных частот вращения в диапазонах 35-560 об/мин и 100-1600 об/мин (шесть частот вращения одного диапазона совпадают с шестью частотами вращения другого диапазона). В каждом диапазоне получаем по девять автоматически переключаемых частот вращения шпинделя. Продольная подача каретки осуществляется от шагового электрогидравлического привода (шаговый электродвигатель гидроусилитель 2) через передачу — и ходовой винт Р=10мм шариковой винтовой пары. Поперечная подача суппорта с поворотом резцедержавкой осуществляется анологично от шагового электрогидравлического
Рис 175 привода через зубчатые колеса — и ходовой винт с Р = 5 мм шариковой винтовой пары. В конструкции станка предусмотрена возможность установки в качестве приводных двигателей продольного и поперечного перемещения электродвигателей постоянного тока с одновременной установкой ла ходовых винтах датчиков обратных связей. В этом случае станок оснащают системой ЧПУ замкнутого типа. Поворот шестипозиционной резцедержавки производится от отдельного л 20 1 электродвигателя через зубчатую передачу — и червячную пару —. 62 38 Вращение датчика нарезания резьбы ВЕ-51 осуществляется от шпинделя через беззазорную зубчатую передачу —. Датчик нарезания резьбы устанавливают в передней бабке. Разрешающая способность датчика 1000 импульсов на оборот шпинделя и один нулевой импульс для отметки «нулевого» положения шпинделя при вводе в нитку при нарезании резьбы в несколько проходов. Привод продольной подачи показан на рис. 176, а. Вращение на ходовой винт 3 передается от шагового электрогидравлического привода 1 (он состоит из шагового электродвигателя и гидроусилителя крутящих моментов) через зубчатую пару 2. В данном приводе подачи применена шариковая винтовая пара с трением качения, в которой гайка состоит из двух полугаек 3 и 4, установленных в корпусе 8 (рис. 292, б). Полугайки защищены от попадания загрязнений уплотнителями 1, поддерживаемыми крышками 7 и 9. Для устранения зазора в передаче винт-гайка обе полугайки смещаются в осевом направлении при их взаимном повороте относительно друг друга с созданием определенного предварительного натяга. Для регулирования величины предварительного натяга отворачивают винты 2 и снимают крышку 7. Сегмент 6 выводят из зацепления с полугайкой 3 и сектором 5 и переставляют на определенное число зубьев, отсчитываемое от риски, соответствующей нулевому значению предварительного натяга. Специальным ключом полугайку 3 доворачивают в нужную сторону, после чего сегмент 6 вводят в зацепление с полугайкой 3 и сектором 5. После окончательного регулирования величины предварительного натяга устанавливают крышку 7, затягиваемую винтами 2. Поворотная шестипозиционная резцедержавка с горизонтальной осью вращения (рис.177) установлена на поперечном суппорте. В этой специальной инструментальной головке устанавливают шесть резцов - вставок или три инструментальных блока. Съемную инструментальную головку устанавливают на выходном валу 1 резцедержавки. Головка связана с подвижной чартью 2 плоскозубчатой муфтой. Резцедержавка поворачивается электродвигателем 10 через зубчатые колеса, червячную передачу и кулачко-
Рис. 177. Поворотная резцсдержавка станка 16К20ФЗ вую муфту 4, часть 5 которой жестко связана с валом резце державки... В начальный момент движения этой кулачковой муфты вал 1 перемещается влево, происходит расцепление плоскозубчатой муфты 2-3, поворот в нужную позицию. Поворот определяется сигналами, поступающими от соответствующих конечных выключателей 8, замыкаемых упорами 7, установленными на кольце 6. Затем происходит реверсирование электродвигателя. Муфта 4 начинает вращаться в другую сторону. Подвижная часть 2 плоскозубчатой муфты с инструментальной головкой удерживается от поворота фиксатором 9. Кулачки полумуфты 5 сжимают пружину 11, и подвижная часть 2 плоскозубчатой муфты фиксируется на зубьях неподвижной полумуфты. От конечного выключателя зажима 13 подается сигнал на отключение приводного электродвигателя и начало рабочего цикла обработки. Для поворота и зажима резцедержавки вручную при наладке станка на валу 12 имеется головка под ключ. Гидропривод станка состоит из гидростанции 7,5/1500 Г48-44 (которая включает в себя резервуар для масла, регулируемый насос с приводным электродвигателем, элементы фильтрациии охлаждения рабочей жидкости, контрольно-регулирующую аппаратуру) и двух гидроусилителей крутящих моментов приводов продольного и поперечного перемещений каретки и суппорта. Работа гидропривода происходит в соответствии с подачей электрических команд к шаговым электродвигателям гидроусилителей. Работа гидроусилителей моментов поперечного хода суппорта и продольного хода каретки осуществляется с помощью шаговых электродвигателей, входные валы которых посредством муфт жестко соединены с входными..валами гидроусилителей. При сообщении шаговым электродвигателем какого-то числа электрических импульсов происходит поворот входного вала и смещение дросселирующего гидрораспределителя гидроусилителя на соответствующую величину. Масло под давлением через щели дросселирующего гидроусилителя и распределительный диск воздействует на поршни ротора гидроусилителя, который поворачивает выходной вал пропорционально величине открытия щелей. Электрические сигналы малой мощности, поступающие на вход шагового электродвигателя, многократно усиливаются и преобразуются в синхронное (по отношению к валу шагового электродвигателя) вращение выходного вала гидроусилителя с крутящим моментом, необходимым для перемещения рабочих органов. При этом величина угла поворота выходного вала гидроусилителя определяется числом поданных импульсов, а скорость - частотой их следования. Принципиальная схема привода, состоящего из шагового электродвигателя и гидравлического усилителя момента, показана на рис. 178. Шаговый двигатель ШД отрабатывает импульсы, поступающие из системы ЧПУ. При обработке импульса вал 1, поворачиваясь, через редуктор 2 заставляет вращаться винт 3, ввернутый в гайку 4, жестко соединенную с ротором гидромотора 5. При неподвижном гидромоторе поворот винта переместит соединенный с ним запорно-регулирующий элемент 6, например, вправо от среднего положения, в результате чего в магистрали 7, идущей от направляющего гидрораспределителя к гидромотору, повысится, а в магистрали 8 понизится давление, и образовавшийся перепад давлений создаст крутящий момент на гидромоторе. Поворачиваясь, ротор гидромотора повернет гайку 4, которая
Рис. 178. Схема гидропривода с шаговым электродвигателем и гидроусилитем момента осевого типа через винт 3 возвратит запорнорегулирующии элемент в среднее положение. При непрерывной подаче импульсов на шаговый двигатель вал гидромотора будет вращаться со скоростью, пропорциональной частоте импульсов, а запорно-регулирующии элемент будет смещен из среднего положения на величину, обеспечивающую пропуск расхода масла, необходимого для вращения мотора НАЗНАЧЕНИЕ И СОДЕРЖАНИЕ ПАСПОРТОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ Документ, содержащий необходимые кинематические, динамические и конструктивные сведения, а также ряд общих данных о станке, называется паспортом станка. Наличие паспортов у станков позволяет технологам разрабатывать наиболее рациональные технологические процессу при правильном и эффективном использований станочного парка; механикам — заранее готовиться к ремонту станков и быстро производить исправления при случайных поломках; нормировщикам - правильно назначать технически обоснованные нормы и т. д. Кроме паспорта, заводом-изготовителем к станку прилагается также руководство или инструкция по уходу и обслуживанию, содержащая необходимые сведения для правильной эксплуатации станка. Паспорта станков составляют по специальным разработанным формам, а при отсутствии утвержденной формы для данного типа станка — по форме, наиболее близкой к утвержденной форме на сходные по типу станки. Паспорт включает следующие разделы: общие сведения о станке, общий вид станка с обозначением органов управления, спецификацию органов управления, основные данные о станке, габаритные размеры рабочего пространства, посадочные и присоединительные базы станка, габаритные размеры станка в плане, механику станка, сведения о ремонте станка, данные о комплектации. Глава XXVI ЭКСПЛУАТАЦИЯ СТАНКОВ § 1. ОБЩИЕ СВЕДЕНИЯ Наличие в достаточном количестве различного, даже первоклассного оборудования, еще не решает задачу высокопроизводительной ритмичной работы предприятия. Кроме надлежащей организации производства исключительно важное значение имеет правильная эксплуатация оборудования. Задачей правильной эксплуатации является получение от станка наибольшей производительности при условии обеспечения его долговечности и точности. Наибольшую производительность от станка получают в результате правильного выбора и высокого качества режущего инструмента, назначения необходимых режимов резания, правильной настройки и наладки станка. Станки должны обеспечивать устойчивую высокопроизводительную работу во все время их эксплуатации. Требования правильной эксплуатации станков включают точное и правильное осуществление упаковки, транспортирования, установки в цехах, эксплуатации, паспортизации, ремонта и модернизации станков. Правильные упаковка и транспортирование исключают порчу и поломку станков. Соблюдение всех условий верной установки станка способствует качественной его работе. Испытание станков необходимо обычно для проверки статической и динамической точности, проверки на мощность, жесткость и виброустойчивость станка и т. д. Производственная эксплуатация станков включает мероприятия по чистке и смазке станков, выбору смазочно-охлаждающих жидкостей, сбору и восстановлению отработанных смазочных и обтирочных материалов и т. п. Паспорт позволяет правильно использовать станок по всем его показателям и назначению. Своевременный и качественный ремонт оборудования является важным условием ритмичной работы предприятий.Устаревшие станки должны модернизировать, что значительно увеличивает срок использования станков до окончательного морального их износа. При эксплуатации станков большое значение имеют мероприятия по технике безопасности. Однако главным в успешном использовании станочного оборудования является высокая общая и техническая грамотность работников заводов, занимающихся эксплуатацией станков. Для этого все рабочие должны иметь основные представления об устройстве станка, правильном уходе за станком, своевременной смазке и регулировке узлов и т. д. Знания по эксплуатации станков также необходимы инженерно-техническим работникам предприятий.
|

 например, на перфоленте: есть пробивка - нет пробивки; на магнитной ленте: намагниченный участок ненамагниченный участок и т. д.
например, на перфоленте: есть пробивка - нет пробивки; на магнитной ленте: намагниченный участок ненамагниченный участок и т. д. В соответствии с этим правилом десятичное число 127,35 будет записано так:
В соответствии с этим правилом десятичное число 127,35 будет записано так: Переход от десятичных чисел к двоичным и обратно удобен тем, что для его осуществления нет необходимости в вычислениях - достаточно простой подстановки соответствующих значений. Для записи каждого десятичного разряда в этом коде нужны четыре дорожки, параллельные движению ленты, а для записи числа - столько строк поперек ленты, сколько разрядов имеет это число, т. е. для записи шестизначного числа шесть строк (см. рис. 286, а).
Переход от десятичных чисел к двоичным и обратно удобен тем, что для его осуществления нет необходимости в вычислениях - достаточно простой подстановки соответствующих значений. Для записи каждого десятичного разряда в этом коде нужны четыре дорожки, параллельные движению ленты, а для записи числа - столько строк поперек ленты, сколько разрядов имеет это число, т. е. для записи шестизначного числа шесть строк (см. рис. 286, а).