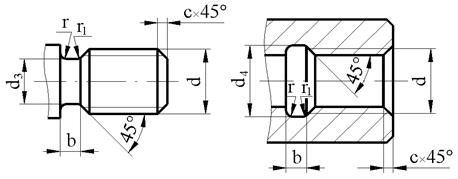
Проточки и фаски для трапецеидальной однозаходной резьбы
(ГОСТ 10549-63)
| | Шаг резь-бы
| b
| r
| r1
| d3
| d4
| c
| Шаг резь-бы
| b
| r
| r1
| d3
| d4
| c
| |
|
| 1,0
| 0,5
| d -3,0
| d +1,0
| 1,5
|
|
| 3,0
| 1,0
| d -14,5
| d +2,1
| 6,5
| |
|
| 1,6
| d -4,2
| 2,0
|
|
| 5,0
| 2,0
| d -19,5
| d +2,8
| 9,0
| |
|
| 1,0
| d -5,2
| d +1,1
| 2,5
|
| d -24,0
| d +3,0
| 11,0
| |
|
| 2,0
| d -7,0
| d +1,6
| 3,0
|
|
| d -28,0
| d +3,5
| 13,0
| |
|
| 3,0
| d -8,0
| 3,5
|
|
| d -36,5
| 17,0
| |
|
| d -10,2
| d +1,8
| 4,5
|
|
| d -44,5
| d +4,0
| 21,0
| |
|
| d -12,5
| 5,5
|
|
| d -52,8
| 25,0
| | Примечание: Для многозаходной трапецеидальной резьбы ширина проточки принимается равной ширине проточки однозаходной резьбы, шаг которой равен ходу многозаходной резьбы. Размеры остальных элементов принимать по таблице.
| Таблица 8
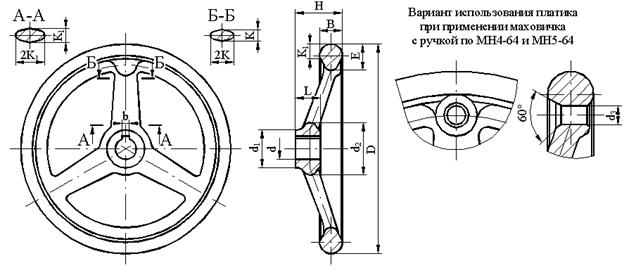
Маховички со спицами (МН 8-64)
| | D
| d
| d1
| d2
| d3
| H
| L
| B
| b
| E
| K
| K1
| Кол-во спиц
| | глад-кое
| резь-бовое
| |
|
|
|
|
| М8
|
|
|
|
|
|
|
|
| |
|
|
|
|
| М10
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
| М12
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
| М16
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| | Примечания: 1) Материал: чугун марки СЧ 15-32 по ГОСТ 1412-70 и алюминиевый сплав марки АЛ15В или АЛ16В по ГОСТ 2685-75.
2) При необходимости применения маховичков с ручкой используется платик с отверстием d3.
3) Пример обозначения маховичка чугунного D =250 мм:
Маховичок 250 МН 8-64
То же, алюминиевого D =250 мм:
Маховичок АЛ 250 МН 8-64
То же, чугунного D =250 мм, с резьбовым отверстием под ручку:
Маховичок 250´М12 МН 8-64
|
Таблица 9
Рукоятки вращающиеся (МН 5-64)

| | | Обозначение ручек
| L
| D
| D1
| D2
| d для ис-полнения
| d1
| l для ис-полнения
| l1
| l2
| r
| r1
| r2
| | | Исполне-ние I
| Исполне-ние II
| | | I
| II
| I
| II
| | | I 60´12
| II 60´12
|
|
|
|
|
| М8
| 5,5
|
|
| 39,4
|
|
|
|
| | | I 60´15
|
| | | I 60´18
|
| | | I 75´15
| II 75´15
|
|
|
|
|
| М10
|
|
|
| 49,6
|
|
|
|
| | | I 75´18
|
| | | I 75´22
|
| | | I 95´22
| II 95´20
|
|
|
|
|
| М12
|
|
|
| 63,2
|
|
|
|
| | | I 95´25
|
| | | I 95´28
|
| | | I 120´28
| II 120´25
|
|
|
|
|
| М16
|
|
|
| 77,1
|
|
|
|
| | | I 120´32
|
| | | I 120´36
|
| | | Примечание: Пример условного обозначения рукоятки вращающейся стальной исполнения II, L =75 мм, l =15 мм:
Ручка II 75´15 МН 5-64
| | | | | | | | | | | | | | | | | | | | |
Таблица 10
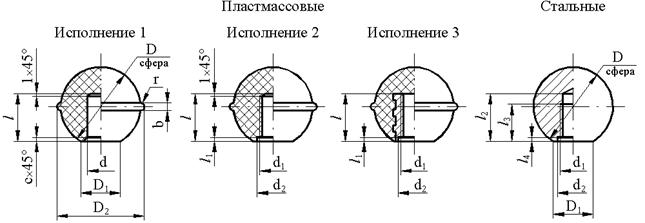
Ручки шаровые (МН 6-64)
| | D
| D1
| D2
| d
| d1
| d2
| l
| l1
| l2
| l3
| l4
| r
| b
| c
| |
|
|
|
| М5
|
|
| 2,0
|
|
| 1,0
| 0,25
| 0,5
| 0,8
| |
|
|
|
| М6
|
|
|
|
| 1,5
| |
|
|
|
| М8
|
|
| 2,5
|
|
| 2,5
| 0,5
| 1,0
| 1,2
| |
|
|
|
| М10
|
|
| 3,0
|
| 3,0
| |
|
|
|
| М12
|
|
|
|
| 1,0
| 2,0
| 1,8
| |
|
|
| | Примечания: 1) Материал пластмассовых ручек – прессовочный материал марки 05-010-02 по ГОСТ 5689-73, стальных ручек – сталь 15 или 35 по ГОСТ 1050-74.
2) Резьба метрическая по ГОСТ 9150-59, поле допуска – 7Н – по ГОСТ 16093-70.
3) Ручки пластмассовые исполнений 1, 2 устанавливать на рычаг, смазанный эпоксидной смолой ЭД-5 или ЭД-6.
4) Пример обозначения пластмассовой шаровой ручки черного цвета, исполнения 3, D =50 мм:
Ручка 3 П50 МН 6-64
То же, металлической шаровой ручки D =50 мм:
Ручка 50 МН 6-64
|
Таблица 11
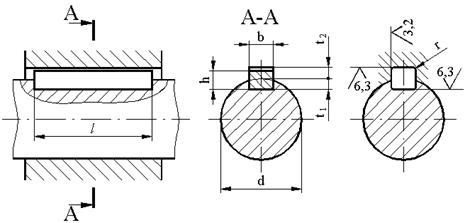
Шпонки призматические (ГОСТ 23360-78)
| | Диаметр вала d
| Размеры сечений шпонки
| Глубина паза
| Радиус закругления пазов r
| Длина шпонки
l
| | b
| h
| вала
| втулки
| | t1
| t2
| наим.*
| наиб.
| | От 6 до 8
|
|
| 1,2
| 1,0
| 0,08
| 0,16
| 6-20
| | Св. 8 до 10
|
|
| 1,8
| 1,4
| 6-36
| | Св. 10 до 12
|
|
| 2,5
| 1,8
| 8-45
| | Св. 12 до 17
|
|
|
| 2,3
| 0,16
| 0,25
| 10-56
| | Св. 17 до 22
|
|
| 3,5
| 2,8
| 14-70
| | Св. 22 до 30
|
|
|
| 3,3
| 18-90
| | Св. 30 до 38
|
|
|
| 3,3
| 0,25
| 0,4
| 22-110
| | Св. 38 до 44
|
|
|
| 3,3
| 28-140
| | Св. 44 до 50
|
|
| 5,5
| 3,8
| 36-160
| | Св. 50 до 58
|
|
|
| 4,3
| 45-180
| | Св. 58 до 65
|
|
|
| 4,4
| 50-200
| | Св. 65 до 75
|
|
| 7,5
| 4,9
| 0,4
| 0,6
| 56-220
| | Св. 75 до 85
|
|
|
| 5,4
| 63-250
| | Св. 85 до 95
|
|
|
| 5,4
| 70-280
| | Св. 95 до 110
|
|
|
| 6,4
| 80-320
| | Св. 110 до 130
|
|
|
| 7,4
| 90-360
| | Примечания: 1) * Должен соблюдаться в ответственных шпоночных соединениях.
2) Длина шпонки l в указанных пределах выбирается из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 220, 250, 280, 320, 360.
3) Пример обозначения призматической шпонки с размерами b = 18 мм, h = 11 мм, l = 80 мм:
Шпонка 18´11´80 ГОСТ 23360-78
|
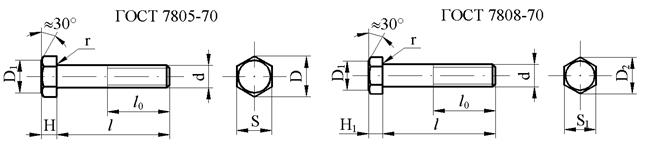
Таблица 12
Болты повышенной точности с шестигранной головкой (ГОСТ 7805-70)
и с шестигранной уменьшенной головкой (ГОСТ 7808-70)
| | | Резьба d
| Шаг резьбы
| S
| S1
| H
| H1
| D
| D2
| r
| d2
| l1
| l
| | | не ме-нее
| не бо-лее
| | | круп-ный
| мел-кий
| | |
| 0,4
| -
|
| -
| 1,4
| -
| 4,4
| -
| 0,1
| 0,3
| -
| -
| 3-16
| | | 2,5
| 0,45
| -
|
| -
| 1,7
| -
| 5,5
| -
| -
| -
| 3-25
| | |
| 0,5
| -
| 5,5
| -
|
| -
| 6,0
| -
| -
| -
| 4-30
| | |
| 0,7
| -
|
| -
| 2,8
| -
| 7,7
| -
| 0,2
| 0,35
| 1,0
| 1,4
| 6-60
| | |
| 0,8
| -
|
| -
| 3,5
| -
| 8,8
| -
| 1,2
| 1,8
| 6-80
| | |
|
| -
|
| -
|
| -
| 11,0
| -
| 0,25
| 0,4
| 2,0
| 2,0
| 8-90
| | |
| 1,25
|
|
|
| 5,5
|
| 14,4
| 13,2
| 0,4
| 0,6
| 2,5
| 2,8
| 8-100
| | |
| 1,5
| 1,25
|
|
|
|
| 18,9
| 15,5
| 3,5
| 10-200
| | |
| 1,75
|
|
|
|
| 21,1
| 18,9
| 0,6
| 1,1
| 3,2
| 4,0
| 14-260
| | |
|
| 1,5
|
|
|
|
| 26,8
| 24,5
| 4,0
| 5,0
| 20-300
| | |
| 2,5
|
|
|
|
| 33,6
| 30,2
| 0,8
| 1,2
| 6,5
| 25-300
| | |
|
|
|
|
|
|
| 40,3
| 35,8
| 7,5
| 35-300
| | |
| 3,5
|
|
|
|
| 51,6
| 45,9
| 1,0
| 1,7
| 9,5
| 40-300
| | |
|
|
|
|
|
|
| 61,7
| 56,1
| 5,0
| 11,5
| 50-300
| | |
| 4,5
|
|
|
|
| 73,0
| 67,4
| 1,2
| 1,8
|
| 55-300
| | |
|
|
|
|
|
| 84,3
| 78,9
| 1,6
| 2,3
|
| 65-300
| | | Примечания: 1) Длина резьбовой части l 0приведена в таблице 13.
2) ГОСТы предусматривают также и другие исполнения, варианты исполнений и нерекомендуемые диаметры и длины болтов.
3) Пример обозначения болта исполнения 1, диаметром резьбы d = 12 мм, длиной l = 60 мм, с крупным шагом резьбы, полем допуска 6 g, класса прочности 5.8, без покрытия:
Болт М12-6g´60.58 ГОСТ 7805-70
то же, с уменьшенной головкой, исполнения 3:
Болт 3М12-6g´60.58 ГОСТ 7808-70
| |
Таблица 13

Кардиналистский и ординалистский подходы Кардиналистский (количественный подход) к анализу полезности основан на представлении о возможности измерения различных благ в условных единицах полезности...
|

Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит. Multisim оперирует с двумя категориями...
|

Композиция из абстрактных геометрических фигур Данная композиция состоит из линий, штриховки, абстрактных геометрических форм...
|

Важнейшие способы обработки и анализа рядов динамики Не во всех случаях эмпирические данные рядов динамики позволяют определить тенденцию изменения явления во времени...
|
Индекс гингивита (PMA) (Schour, Massler, 1948) Для оценки тяжести гингивита (а в последующем и регистрации динамики процесса) используют папиллярно-маргинально-альвеолярный индекс (РМА)...
Методика исследования периферических лимфатических узлов. Исследование периферических лимфатических узлов производится с помощью осмотра и пальпации...
Роль органов чувств в ориентировке слепых Процесс ориентации протекает на основе совместной, интегративной деятельности сохранных анализаторов, каждый из которых при определенных объективных условиях может выступать как ведущий...
|
Методика обучения письму и письменной речи на иностранном языке в средней школе. Различают письмо и письменную речь.
Письмо – объект овладения графической и орфографической системами иностранного языка для фиксации языкового и речевого материала...
Классификация холодных блюд и закусок. Урок №2 Тема: Холодные блюда и закуски. Значение холодных блюд и закусок. Классификация холодных блюд и закусок. Кулинарная обработка продуктов...
ТЕРМОДИНАМИКА БИОЛОГИЧЕСКИХ СИСТЕМ. 1. Особенности термодинамического метода изучения биологических систем. Основные понятия термодинамики. Термодинамикой называется раздел физики...
|
|
