
Использование сульфамата железа (II) в технологических целях
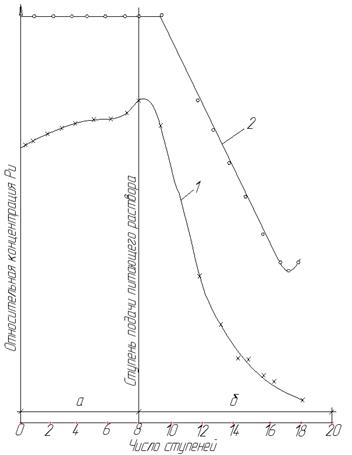
На противоточном контакторе при концентрации сульфамата железа в водной фазе 0,02 – 0,04 М получены коэффициенты разделения плутония и урана соответственно равные DF Pu = 104 и DF U = 106. Следует отметить, что расчетные значения коэффициента разделения плутония не соответствуют экспериментальным; это относится не только к сульфамату железа, но и ко всем другим восстановителям, применяемым на производстве. Теоретически, коэффициент разделения плутония DF Pu должен достигать величины 109, однако, на практике DF Pu = 104. На рисунке 2 представлены типичные данные по распределению плутония в реэкстракционной секции миниатюрного смесителя-отстойника.
а – секция подпитки растворителем; б – секция реэкстракции плутония; Рисунок 2 – Типичное распределение плутония в контакторе восстановительной реэкстракции [1] Замечено, что величина коэффициента разделения плутония DF Pu на 11-й ступени, расположенной около подачи питающего раствора, составляет ~ 10 и затем снижается при переходе к ступени выхода продукта (1-я ступень). Такие данные получены при использовании в качестве восстановителя урана (IV) на центрифужных контакторах при температуре 30 – 350С. Причины падения DF Pu по аппарату до конца не выяснены, но можно сказать, что они могут вызываться: - реакциями с химическими примесями, комплексующими плутоний (IV) в органической фазе; - наличием в небольших количествах плутония (VI); - побочными реакциями, например, с азотистой кислотой и т.д. На графике распределения плутония в органической фазе по ступеням контактора при реэкстракции (рисунок 2) видно выравнивание концентраций плутония на последних нескольких ступенях (1–3). Это наводит на мысль, что лимитирование величины коэффициента разделения плутония DF Pu вызывается факторами, изложенными либо в первом, либо во втором пункте. На производстве важно использовать минимальные концентрации сульфамата железа, чтобы снизить содержание солей в отходах, поступающих на захоронение. На опытных и промышленных установках было показано, что для достижения коэффициента разделения плутония DF Pu = 103 и выше требуется такое минимальное количество иона железа (II), которое в несколько раз превышает стехиометрическое при восстановлении плутония. Избыточная концентрация Fe2+ в основном зависит от концентрации плутония в растворе и в меньшей степени от концентрации нитрит-иона, общей кислотности и времени пребывания в аппарате [1]. Разложение Fe2+ само по себе не является главной причиной нестехиометрии реакции, так как: - сульфамат двухвалентного железа сравнительно устойчив в растворах азотной кислоты; - окисление Fe2+ как в опытных, так и в промышленных контакторах при нормальных технологических условиях мало в отсутствие плутония, тогда как в присутствии последнего наблюдается повышенное разложение Fe2+ (таблица 1).
Таблица 1 – Влияние концентрации плутония в органическом питающем растворе на окисление железа (II) в контакторе разделения урана и плутония [1]
Основная причина избыточного расхода сульфамата железа заключается в рециркуляции плутония согласно реакциям:
Поэтому в некоторых случаях за время прохождения контактора один атом плутония может окислить два-три атома железа (II). Таким образом, избыточное расходование Fe2+ в контакторе можно объяснить следующим: в контакторе, в секции отмывки урана из водной фазы (рисунок 1), в условиях высокой кислотности (1 – 2 М) часть плутония (III) экстрагируется, быстро окисляется до четырехвалентного состояния в отстойной зоне (в отсутствие восстановителя) и затем восстанавливается вновь на следующей ступени. Детальные расчеты показали, что экстракцией плутония (III) можно объяснить избыточное расходование сульфамата железа. С учетом этой поправки достигается хорошее соответствие расчетных и экспериментальных данных [1].
|
 Pu4+
Pu4+



