Износ зубьев протяжек и их заточка
Затупление зубьев протяжки сказывается в износе, истирании задней поверхности зубьев и образовании площадки износа по задней грани, ширина которой в процессе резания увеличивается. Одновременно режущая кромка зуба округляется. Процесс затупления идет быстрее в начальный период работы, затем после достижения определенной величины износ замедляется и почти не увеличивается. При подачах на зуб более 0,1 мм износ е виде лунки наблюдается также и по передней поверхности зубьев протяжек. Однако главным является износ по задней поверхности, сводящий величину заднего угла до нуля. В результате этого увеличивается трение задней поверхности зубьев о поверхность изделия, ухудшается чистота обработки, увеличивается усилие протягивания, нагревается протяжка и деталь и стружка приваривается к передней поверхности зуба. Кроме того, в результате износа зубьев протяжки размеры изделия могут выйти из пределов допустимых. Во избежание перечисленных последствий чрезмерного износа протяжки и сокращения общего срока ее службы нормальный износ протяжки допускается только до определенной величины. Период работы протяжки до предельного затупления, когда ее надо сиять на переточку, называется стойкостью протяжки, измеряемой временем ее работы в минутах, или количеством протянутых изделий. Обычно износ зубьев по задней поверхности допускается до ширины 0,3—0,4 мм в местах наибольшего износа и 0,15—0,25 мм на основной части зуба. Износ чаще всего наиболее велик на уголках, переходах к стружкоде-лительным канавкам и вспомогательным кромкам. На сплошных, непрерывных участках режущих кромок износ меньше и более равномерен. На рис. 7.2 показано расположение площадки износа по задней поверхности зубьев протяжек: а — круглых, б — шлицевых и в — шпоночных.
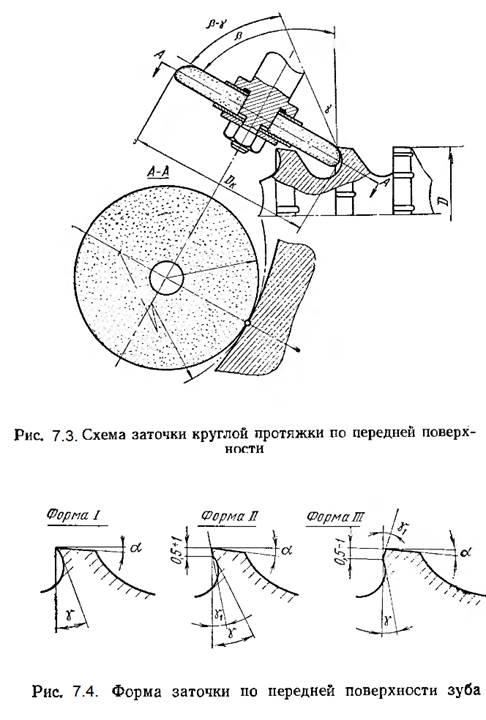
Рис. 7.2. Износ по задней поверхности зубьев протяжки Неметаллические включения (сернистый марганец, шлаки и др.) в обрабатываемом материале вызывают внезапное появление на отдельных зубьях вырывов режущей кромки, выкрашивания, а также узкие длинные полосы, напоминающие след абразива. Повышенный износ наблюдается также в местах случайного подреза режущей кромки шлифовальным кругом (при прорезке стружкоделительной канавки на соседнем зубе). В производстве момент, когда необходимо отправить протяжку на переточку, определяют по так называемым технологическим критериям затупления. К технологическим критериям затупления относятся: · возрастание силы резания, выражающееся в вибрациях протяжки (гудение, скрип), чрезмерном нагреве детали и протяжки, искажении геометрии детали, напряженной работе и даже остановке стайка; · ухудшение чистоты поверхности изделии в сравнении с требуемой; · отклонение размеров обрабатываемой поверхности за пределы допустимых (размерная стойкость); · появление на ряде зубьев большого (предельного) затупления или даже выкрашивания режущей кромки; приваривание стружки к передней поверхности. Стойкость протяжки зависит от ее материала, материала заготовок и исходного вида их поверхности, геометрии зуба, охлаждения. Заточка внутренних протяжек. Заточка протяжек— один из важнейших этапов в их эксплуатации. Своевременная и доброкачественная заточка протяжки определяет ее стойкость и качество обработки изделий. Поэтому протяжчик должен уметь определять качество заточки на глаз и не допускать работы протяжкой, имеющей дефекты заточки. Заточка круглых шлицевых, многогранных протяжек ведется по передней поверхности и только при большом износе или повреждении зубьев прибегают к шлифованию задней поверхности на круглошлифовальном станке. Заточка по передней поверхности протяжек (рис. 7.3), закрепленных в центрах, проводится профильной частью круга на специальных станках для заточки протяжек. Чтобы кривизна поверхности заточного круга вписалась в коническую переднюю поверхность зуба и при заточке был получен требуемый передний угол, диаметр круга должен быть:
где D — диаметр протяжки; g — передний угол; β — угол между осями круга и протяжки или угол установки шпинделя заточного станка. На рис. 7.4 показаны формы заточки по передней грани. По форме I затачивают черновые зубья. Для увеличения стойкости протяжек рекомендуется уменьшить величину переднего угла на чистовых и калибрующих зубьях. Передние углы зубьев протяжек, применяемых для обработки стали, уменьшают путем заточки по форме II, а протяжек, применяемых для обработки чугуна, — путем заточки по форме III. Двойная заточка (по форме II или III) упрощает изготовление и эксплуатацию протяжек, так как не требует применения шаблонов на профиль впадин с разными углами и уменьшает площадь стачивания при заточке. При потере размера чистовыми и калибрующими зубьями фаска на их передней поверхности легко стачивается, угол увеличивается и зуб переходит в черновой (режущий). Режимы заточки: подача не более 0,05 мм на один оборот протяжки; скорость вращения протяжки 10—15 м/мин, скорость вращения круга 25—30 м/сек. Доводка протяжек осуществляется также при помощи специальных притиров доводочными пастами. На Челябинском тракторном заводе доводка протяжек осуществляется посредством подпружиненного вращающегося притира (сила нажатия 10—30 Н или 1—3 кГ), торцовая плоскость которого располагается касательно к задней поверхности зуба. Под доводку оставляется припуск 0,01—0,02 мм. При переточках недопустимы искажение формы стружечных впадин зубьев, уступы на передней поверхности, завалы, заусенцы, прижоги. При заточке выводится только часть нормального износа по задней поверхности — слой до 0,2 мм. Допускается оставление ленточки притупления до 0,1 мм. Калибрующие зубья затачивают только по мере перехода их в режущие (зачищаю-щие). Для остальных калибрующих зубьев при необходимости допускается только зачистка со снятием слоя по передней поверхности до 0,02—0,03 мм. При контроле заточенных протяжек необходимо проверять состояние режущих кромок, передний и задний углы. Следует обращать внимание на расположение рисок на передней грани. Пересекающиеся и круговые риски (рис. 7.5, а и б) характеризуют правильную заточку; лучевые риски (рис. 102, в) получаются при неправильной установке круга. Заточка наружных протяжек. Подналадка наружных протяжек требует значительного времени. Поэтому для наружных протяжек допускается значительно больший износ зубьев, чем для внутренних. Режущие свойства зубьев при таком износе восстанавливают заточкой по задней грани. При переточке по передней грани уменьшается толщина зуба, что ограничивает число допустимых переточек. Таким образом, про-тяжки, перетачиваемые по задней грани, имеют не только значительно большую стойкость, но и допускают большее число переточек в сравнении с протяжками, затачиваемыми но передней грани. Однако переточка по задней грани возможна только для наружных протяжек, размеры которых восстанавливаются регулированием. При переточках по задней грани систематическая заточка передней грани, осуществляемая во время восстановления впадин, целесообразна лишь для протяжек, обеспечивающих высокую чистоту обрабатываемой поверхности.
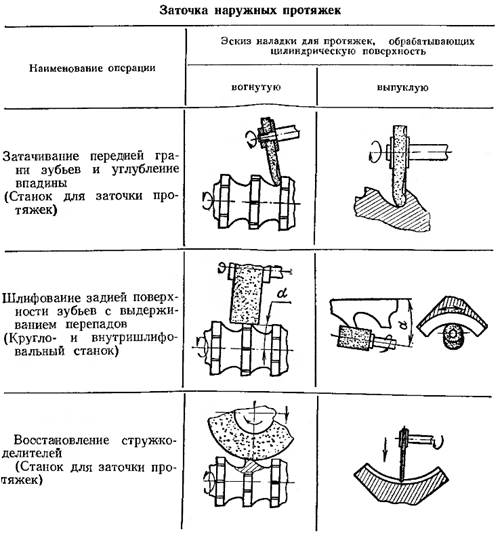
Рис. 7.5. Вид передней поверхности зуба при правильной (а, б) и неправильной (в) установке заточного круга В табл. 7.1 представлен порядок переточки наружных протяжек для обработки вогнутой и выпуклой цилиндрических поверхностей. Заточка протяжек, оснащенных твердым сплавом, производится алмазными кругами. Таблица 7.1.
|