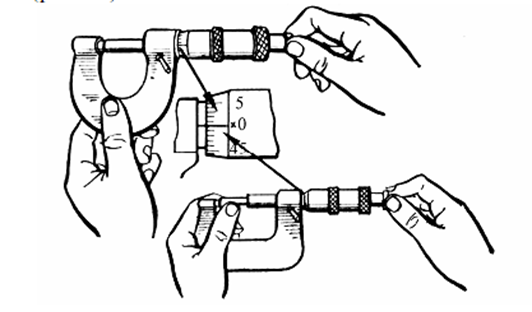
Методика выполнения работы. 2.2.3. Рисунок 2.2 – проверка нулевого показания микрометра 1
Перед началом лабораторной работы необходимо проверить плавность хода микрометрического винта (перемещение должно быть плавным и без заедания) и правильность нулевого показания инструмента. 2.2.3.
Микрометр с верхним пределом диапазона измерений свыше 300 мм перед проверкой нулевого показания устанавливается в необходимое положение переставной пяткой, причем в случае использования первой и третьей четвертей пределов измерений микрометра, установка на нуль производится по конечному штриху шкалы стебля, а при использовании второй и четвертой – по начальному штриху. Для установки переставной пятки нулевой штрих барабана микрометра совмещается с соответствующим штрихом шкалы стебля; микрометрический винт закрепляется стопором; установочная мера помещается между измерительными поверхностями микрометрического винта и пяткой. При проверке нулевого показания необходимо следить за тем, чтобы установочная мера была зажата между измерительными поверхностями без перекоса; торцевые поверхности установочной меры должны быть протерты чистой мягкой салфеткой. Если при настройке на нуль показания микрометра неправильны (нулевой штрих барабана не совпадает с продольным штрихом стебля), его можно отрегулировать двумя способами в зависимости от конструкции инструмента: 1. Следует закрепить стопором микрометрический винт, приведенный в соприкосновение с установочной мерой под воздействием трещотки (рис. 2.3, а), придерживая левой рукой барабан, разъединить его с микрометрическим винтом (рис.2.3, б) и отвернуть корпус трещотки на 1/3 – ½ оборота (не следует отворачивать корпус совсем), а у микрометров с конусной посадочной поверхностью для барабана отжать его по оси микрометрического винта; поворотом барабана нулевой штрих круговой шкалы совместить с продольным штрихом стебля (рис. 2.3, в), при этом начальный штрих шкалы стебля должен быть виден целиком, но расстояние от торца конической части барабана до ближайшего края штриха не должно превышать 0,15 мм. После этого барабан закрепляется завинчиванием корпуса трещотки, стопор отжимается и производится проверка нулевого показания. При необходимости регулировка повторяется.

2. Привести в соприкосновение измерительные поверхности пятки и микрометрического винта между собой (при пределах измерений 0–25 мм) или с рабочими поверхностями установочной меры (при пределах измерений 50 мм и более) под воздействием трещотки и закрепить микрометрический винт стопорным винтом. 3. Отвернув отверткой (ключом) регулировочный винт барабана, правой рукой подвести нулевое деление круговой шкалы барабана к нулевому делению продольной шкалы стебля и совместить их. После чего отверткой (ключом) завернуть регулировочный винт барабана до упора. 4. Отвернув стопорный винт микрометрического винта, снять установочную меру и проверить нулевое показание. При необходимости регулировку повторить.
2.2.3.2.Последовательность действий при измерении. Микрометр следует взять за скобу левой рукой и, вращая правой рукой барабан против часовой стрелки, развести измерительные поверхности пятки и микрометрического винта на размер немного больше, чем размер измеряемой детали. Затем поместить деталь между измерительными поверхностями, слегка прижать пятку к измеряемой поверхности и, плавно вращая трещотку большим и указательным пальцами правой руки по часовой стрелке, довести микрометрический винт до соприкосновения с измеряемой деталью пока послышится характерный звук пощелкивания механизма трещотки (3–4 щелчка). Проверить покачиванием правильное положение измерительных поверхностей инструмента относительно детали (отсутствие перекоса), зафиксировать положение микрометрического винта стопором и прочесть показание микрометра. Приемы измерений. При измерении микрометром деталей, закрепленных на станке, в приспособлении, в тисках или же установленных в призме, на столе, следует найти наиболее удобное положение для измерения. Важно, чтобы при зажатии измерительными поверхностями инструмента деталь не сдвигалась. Микрометр следует держать свободно, без напряжения в руках и таким образом, чтобы не было перекоса измерительных поверхностей инструмента по отношению к измеряемым поверхностям детали. При этом следует стремиться к тому, чтобы шкала стебля была со стороны измеряющего, т. е. инструмент устанавливать на детали так, чтобы хорошо была видна шкала и отсчет можно было сделать, не снимая микрометр с детали. Если при измерении конфигурация детали не позволяет прочесть показания по инструменту, установленному на детали, то необходимо закрепить стопором микрометрический винт в момент начала его контакта с измеряемой деталью, осторожно снять микрометр и затем определить показания. Микрометр при этом следует держать только за скобу. На рис. 2.4 показаны правильные приемы измерения микрометром различных деталей. При измерениях деталей, закрепленных в приспособлениях или установленных на призме, при горизонтальном положении оси микрометра (рис. 2.4, а, б, г) левой рукой поддерживают скобу посередине, слегка прижимая пятку к измеряемой поверхности.
 В случае измерения деталей при вертикальном положении оси микрометра (рис. 2.4, в) левая рука должна поддерживать скобу снизу около пятки, чтобы масса микрометра воспринималась этой рукой, и слегка прижимать пятку к измеряемой поверхности детали. В случае измерения деталей при вертикальном положении оси микрометра (рис. 2.4, в) левая рука должна поддерживать скобу снизу около пятки, чтобы масса микрометра воспринималась этой рукой, и слегка прижимать пятку к измеряемой поверхности детали.
При измерениях микрометром, закрепленном в стойке (рис. 2.4, д), левая рука должна находиться за скобой и захватывать деталь недалеко от микрометрического винта, слегка прижимая деталь к пятке. Такой прием измерения рекомендуется для деталей малых размеров. Скобу микрометра рекомендуется закреплять в стойке под углом 40–45°, так как это положение обеспечивает хорошую видимость шкалы стебля и удобство отсчета показаний. При измерении незакрепленных деталей их лучше всего устанавливать на какое-либо основание. Цилиндрические детали рекомендуется укладывать на призму (рис. 2.4, г). При отсчете показаний микрометр необходимо держать прямо перед глазами, чтобы избежать искажений результатов измерений.
Отсчет показаний производится следующим образом. Число целых и половин миллиметров отсчитывается по основной шкале на стебле краем скоса барабана. Номер деления шкалы барабана, располагающегося против продольного штриха стебля, определяет число сотых и десятых долей миллиметра. Показания основной шкалы и шкалы барабана суммируются. Особого внимания требует отсчет размеров, в которых число сотых близко к 0 или 50. В итоге неправильного отсчета ошибка составляет полмиллиметра. Штрих на основной шкале (шкале стебля) учитывается в том случае, когда он вышел полностью из-под скоса барабана и имеется хоть и небольшой, но зазор с краем скоса. Используется следующая рекомендация, облегчающая выполнение отсчета. Штрих на шкале стебля учитывается тогда, когда нуль шкалы барабана перейдет за продольный штрих шкалы стебля при вращении барабана на измеряющего (номера штрихов шкалы барабана увеличиваются при вращении на измеряющего). Если этого перехода не будет, соответствующее деление на основной шкале не учитывается, хотя уже данный штрих виден. В тех случаях, когда ни один из штрихов барабана не совпадает с продольным штрихом стебля, считается ближайший к этому штриху штрих барабана. 2.2.3.2.Оценка точности микрометра. Определение погрешностей показаний микрометра (поверка микрометра) производится с помощью плоскопараллельных концевых мер не грубее второго класса точности или пятого разряда не менее, чем по шести размерам, включая нулевое показание. Размеры для оценки выбирают так, чтобы проверить шкалу стебля и шкалу барабана на всей ее протяженности; в средней части основной шкалы проверяют показания шкалы барабана через 5,12 мм (табл. 2.2). Проводят проверку показаний микрометра по каждому контролируемому размеру, для чего подбирают блок плоскопараллельных концевых мер соответствующего размера. Таблица 2.2 Рекомендуемые для проверки точки шкалы микрометра
Отклонение от параллельности измерительных плоскостей не должно превышать значений, установленных в ГОСТ 6507. Таблица 2.3 Предел допускаемой погрешности микрометра в любой точке диапазона измерений (ГОСТ 6507)
Таблица 2.4 Допуск параллельности измерительных поверхностей (ГОСТ 6507)
Результаты измерений и расчетов заносят в таблицу, выполненную по форме табл. 2.5. Таблица 2.5 Результаты определения погрешности показаний микрометра
Результаты измерений и расчетов отклонение от параллельности измерительных плоскостей микрометра заносят в таблицу, выполненную по форме табл. 2.6 Таблица 2.6 Результаты измерения отклонений от параллельности измерительных плоскостей микрометра
Результаты измерения линейного размера микрометром заносят в таблицу, выполненную по форме табл. 2.7. Таблица 2.7 Результаты измерения линейного размера микрометром
Контрольные вопросы 1. Какие виды микрометрических инструментов Вы знаете? 2. На чем основан принцип действия микрометрических инструментов? 3. Сколько отсчетных шкал имеют микрометрические инструменты и каково их назначение? 4. Назовите основные части микрометров. 5. Изложите методику оценки точности микрометров. 6. Дайте характеристику вида и метода измерения микрометром. 7. Какова метрологическая характеристика использованного микрометра? 8. В каком виде представляют результат измерения микрометров? 9. Дайте определение поверки. 10. Какие виды поверок Вы знаете? 11. Какие различают поверочные схемы? 12. Опишите локальную поверочную схему для средств измерения длин.
|