Цель лабораторной работы
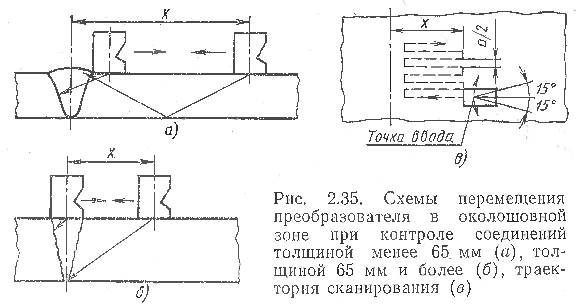
Рекомендуемая технология контроля должна обеспечивать обнаружение и идентификацию всех недопустимых дефектов. Её разрабатывают на основе накопленного опыта дефектоскопии аналогичной продукции, статистики распределения дефектов по типам, размерам и местоположению, а также существующих нормативов оценки качества. Контролю подвергают швы сосудов и трубопроводов из сталей перлитного и ферритно-мартенситиого классов, а также труб теплообмена, толщиной до 8 мм из сталей аустенитного класса. При ультразвуковой дефектоскопии энергетического оборудования применяют следующие методы прозвучивания: эхо метод для контроля сварных соединений, поковок, отливок, антикоррозионной наплавки, проката на объемные и вертикальные дефекты; эхозеркальный метод для обнаружения плоскостных дефектов в сварных соединениях и идентификации типа дефекта по коэффициенту формы; зеркально-теневой для контроля проката (листов, труб) на расслоения. Поиск дефектов производится путем продольно-поперечного сканирования (перемещения) преобразователя по всей околошовной зоне сначала с одной, а затем с другой стороны. Шаг сканирования преобразователя должен быть не более половины диаметра пьезоэлемента. В процессе перемещения наклонный преобразователь необходимо непрерывно поворачивать вокруг вертикальной оси на ±15°, для того чтобы обнаружить различно ориентированные дефекты (рис. 2.35).
Контакт преобразователя с поверхностью контролируемого изделия надо обеспечивать легким нажатием руки на преобразователь. По результатам ультразвукового контроля составляют заключение, в котором обязательно должны быть отражены основные данные о контролируемом изделии: наименование, основные размеры, номер изделия или стыка по монтажной схеме, тип ультразвукового дефектоскопа, частота, тип преобразователя, угол его наклона, фамилия оператора, номер удостоверения, оценка качества шва в баллах. Для контроля сварных соединений обычно применяют следующие способы прозвучнвания; только прямым лучом, прямым и однократно отраженным лучом, многократно отраженным лучом, по слоям. Прозвучивание прямым лучом (рис. 2.36, а) является основным способом поиска дефектов. Недостатком его является наличие мертвой зоны из-за того, что преобразователь упирается в выпуклость шва. Контроль прямым и однажды отраженным лучом (рис. 2.36,6) позволяет прозвучивать изделие с одной стороны, а также прозвучивать мертвую зону. Контроль многократно отраженным лучом (рис. 2.36, в) сопровождается большим числом ложных сигналов от выпуклости шва и является наименее помехоустойчивым. Его применение ограничивается в тех случаях, когда нет доступа непосредственно ко шву, например у стыкового соединения, с обеих сторон закрытого приварeнными накладками.
Цель лабораторной работы 1. Изучение технологии ультразвуковой толщинометрии и дефектоскопии с помощью прямого датчика-преобразователя. 2. Изучение технологии ультразвуковой дефектоскопии с помощью наклонного датчика-преобразователя. 3. Определение координат отверстий внутри металлических образцов.
|