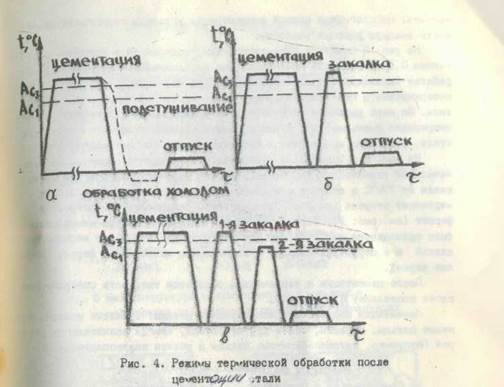
Режим термической обработки после цементации стали
Эти недостатки в определенной мере устраняются при использовании наследственно мелкозернистых сталей, применении газовой цементации, сокращающей время пребывания стали при высокой температуре. Использование подстуживания при закалке до 750 - 800°С снижает внутренние напряжения, а обработка холодом уменьшает количество остаточного аустенита в цементованном слое. При более высоких требованиях к структуре детали после цементации: ее подвергают охлаждению на воздухе, однократной закалке с нагревом выше Ас3 и низкому отпуску (рисунок 9б). При этом в сердцевине и на поверхности детали происходит перекристаллизация и измельчение зерна. Однако в поверхностном высокоуглеродистом слое происходит некоторый перегрев, так как оптимальный закалочный нагрев заэвтектоидных сталей - это нагрев выше Ac1, но ниже Асm. Особо ответственные детали после цементации подвергают двойной закалке с низким отпуском (рисунок 9в). При первой закалке с температуры на 30 - 50°С выше Асз происходит перекристаллизация сердцевины детали с образованием мелкого аустенитного зерна, обеспечивающего мелко-зернистость продуктов распада.
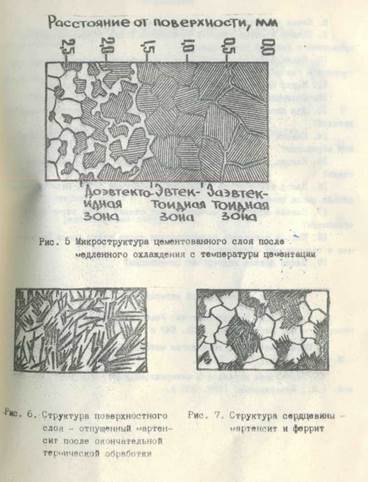
Кроме того при второй закалке с температуры выше Ac1 на 30 - 50°С обеспечивается мелкое зерно в поверхностном слое. После такой термообработки поверхностный зазвтектоидный слой будет иметь структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины определяется химическим составом стали. При цементации углеродистой стали из-за низкой прокаливаемости сердцевина имеет феррито-перлитную структуру. Легированная сталь при цементации позволяет получать в сердцевине структуру сорбита, троостита или даже мартенсита, но благодаря низкой концентрации углерода сердцевина будет иметь высокую ударную вязкость. На рис. 10(5) показана структура стали, содержащей в исходной состоянии 0,15 %С, после цементации без дополнительной термической обработки (охлаждение после цементации было медленным). Микроструктура поверхностного цементованного слоя состоит из перлита и сетки цементита. Рисунок 10
По мере удаления от поверхности к сердцевине количество перлита непрерывно уменьшается и ближе к центру образца - исходная структура стали, состоящая из феррита и незначительного количества перлита. На рас. 10(6) и 10(7) показана структура цементованной стали после окончательной термической обработки, то есть нормализации при 900°С, закалки от 770°С и отпуска при 150°С. Структура поверхностного сдоя -мартенсит отпуска (рисунок б).
Структура сердцевины - мартенсит и феррит (рис. 7). Образец закалился насквозь, но так как закалка была произведена от 770°С, то для сердцевины это будет неполной закалкой и в структуре наряду с мартенситом встречается феррит (светлые зерна). После цементации и термической обработки твердость поверхностных слоев составляет (НRC58 – 63).
|