
Порядок проведения работы. 1.Конструктивные параметры станка
1.Конструктивные параметры станка. Станок модели 1A616 содержит следующие узлы: станину, две тумбы, переднею бабку, заднюю бабку, коробку скоростей (состоящую из двух узлов), коробку передач, суппорт, фартук, электрошкаф и установку для СОЖ. При изучении конструктивных параметров станка необходимо установить, с помощью каких рукояток или кнопок осуществляется управление перечисленными узлами. 2.Эскиз станка. Это общий вид станка со стороны рабочего места в масштабе приблизительно 1: 100. При разработке эскиза необходимо обратить внимание на места сопряжения узлов между собой. Эскиз содержит перечень узлов станкас указанием позиции на эскизе и таблицу органов управления с указанием номера позиции на эскизе. 3.Технологические параметры рабочей зоны. Размерные характеристики рабочей зоны определяют с помощью универсальных измерительных средств – штангенциркуля, линейки и рулетки и проставляют размеры на соответствующих эскизах.
Рис. 4.Технологические возможности токарного станка по диаметру обработки: H1 – максимально возможный радиус детали типа диск, устанавливаемой на станке; H2 – максимально возможный диаметр детали типа вал, устанавливаемой на станке; Н3 – расстояние от оси центров (ОЦ) до плоской направляющей; l – максимальный ход поперечного суппорта; d – максимальный диаметр прутка, проходящий в отверстие шпинделя; b – ширина площади резцедержателя; h1 – максимальная высота резца, устанавливаемого в резцедержатель; h2 – высота от опорной плоскости установки резцов до оси центров
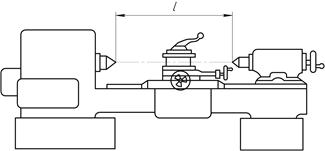
Рис. 5. Технологические возможности станка по длине обработки: l – максимальная длина детали, устанавливаемой в центрах
4.Шпиндель. При изучении конструкции шпиндельного узла необходимо обратить внимание на присоединительные размеры концов шпинделя и составить соответствуйте эскизы. Замеры осуществляют с помощью штангенциркуля и линейки. 5.Задняя бабка. Величину хода пиноли определяют путем перемещения пиноли с одного крайнего положения в другое. При этой замеряют расстояние линейкой от торца пиноли до торца корпуса задней бабки. Номер конуса определяют путем замера максимального диаметра конуса штангенциркулем и сравнением этого замера с табличными значениями (табл. 2). Таблица 2 Конусы шпинделей по ГОСТ 2847–78
6. Кинематическая схема. Изучение кинематической схемы станка начинают с определения числа ступеней скорости вращения шпинделя. В структурной формуле для определения числа ступеней оборотов шпинделя должен учитываться не только конструктивный, но и кинематический порядок:
где Для составления таблицы чисел оборотов шпинделя необходимо составить уравнения кинематического баланса, количественно равные числу ступеней оборотов шпинделя. Запись удобно начинать с уравнения для максимального числа оборотов. Диапазон регулирования коробки скоростей определяют по формуле
а знаменатель геометрической прогрессии – по формуле
Знаменатель геометрической прогрессии можно определить и другим путем, сравнивая по формуле
На основании полученных расчетов составляют график чисел оборотов. При составлении таблиц нарезаемых резьб учитывают следующие соотношения: для метрической резьбы Таблицу продольных и поперечных подач составляют, приняв за основу кинематическую цепь для нарезания метрических резьб. Уравнения кинематического баланса для продольных и. поперечных подач составляют с учетом передаточного отношения фартука. 7. Класс точности. Закладываемся при конструировании путем применения подшипников для шпиндельных опор. Существует пять классов точности подшипников: Н – нормальный, П – повышенный, В – высокий, А – особо высокий и С – сверхвысокий. Ошибки обработки на станках различных классов точности имеют следующие отношения:
8. Установочный чертеж. Служит для учета занимаемой площади станком в цехе, а также для устройства фундамента под станок. Установочный чертеж выполняют путем обмера основания станка. 9. Фактические числа оборотов шпинделя. Фактические числа оборотов шпинделя могут отличаться от расчетных на 10–15%. Ошибка связана с точностью инженерных расчетов и колебаниями напряжения в сети. 10. Габариты. Определяют путем обмера с помощью рулетки, при этом учитывают все выступающие части. Изображается контур станка в трех проекциях. На основании эскиза определяется длина, ширина и высота станка. 11. Масса станка. При отсутствии достоверных сведений о массе станка ее приблизительно определяет по формуле
где
Содержание отчета 1. Название работы. 2. Цель работы. 3. Оборудование, приспособления, инструменты. 4. Эскизы, упомянутые в настоящих методических указаниях. 5. Ответы на все пункты раздела " Содержание работы". 6. Результаты всех измерений занести в таблицу (прил. 4). 7. Выводы.
|


 ,
, – число передач в первой, второй и m -й группах, а показатель х называется характеристикой множительной группы передач.
– число передач в первой, второй и m -й группах, а показатель х называется характеристикой множительной группы передач. ,
,
 .
.
 .
.
 , модульных
, модульных  , дюймовых
, дюймовых  и питчевых резьб
и питчевых резьб  .
.

 – объем узла, определяемый с помощью замеров длины, ширины и высоты; k – коэффициент заполнения пространства, k=0, 3; g – удельная маccа стали, g=7, 8 г/см3.
– объем узла, определяемый с помощью замеров длины, ширины и высоты; k – коэффициент заполнения пространства, k=0, 3; g – удельная маccа стали, g=7, 8 г/см3.


