Общие понятия и определения
Процесс сборки является завершающим, наиболее ответственным этапом в изготовлении машины. Он может выполняться различными методами и в различных организационных формах, в зависимости от типа производства, габаритов изделий и других факторов. Каждое изделие (машина) состоит из отдельных конструктивных элементов - деталей и узлов различной сложности. Деталь - элементарная конструктивная часть машины, характеризующаяся отсутствием соединений. Подузел - простейшее соединение нескольких деталей. Узел - сборочное соединение, которое может собиратьсяили из отдельных деталей или из нескольких подузлов с добавлением отдельных деталей. Характерной особенностью узла является его технологическая законченность, позволяющая производить узловую сборку независимо от общей сборки. Механизм или агрегат - сборочное соединение, которое может собираться из отдельных узлов с добавлением некоторых деталей. Характерной его особенностью является конструктивная законченность, позволяющая ему функционировать вне зависимости от собираемой машины. Например: редуктор. Технологическим процессом сборки называется совокупность сборочных операций, производимых для соединения отдельных деталей подузлов, узлов и механизмов в готовое изделие. Сборочной операцией называется часть технологического сборочного процесса, выполняемая над одной сборочной единицей на одном рабочем месте одним рабочим или бригадой рабочих. Операция состоит из отдельных переходов. Переход - часть операции, выполняемая над определенным соединением при неизменном инструменте. Технологический процесс сборки изделия состоит из нескольких последовательно выполняемых этапов (стадий): 1 - ручная слесарная доводка деталей, которая допускается только в единичном и мелкосерийном производстве (подгонка деталей, зачистка заусенцев, снятие фасок и т.п.); 2 - предварительная (узловая) сборка, во время которой детали соединяются в сборочные единицы: поду злы, узлы и механизмы; 3 - общая (окончательная) сборка всего изделия; 4 - регулировка и испытание изделия (установка и выверка правильности взаимодействия частей машины). Соотношение по трудоемкости этапов сборки зависит от типа производства.
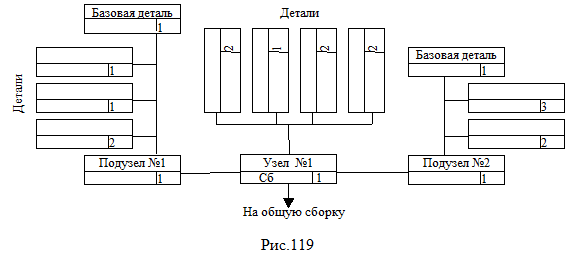
Основными технико-экономическими показателями сборочного процесса являются: материальные затраты на сборку, которые в основном складываются из заработной платы рабочих (сборщиков), отчислений на амортизацию сборочного оборудования и оснастки, накладных цеховых расходов; трудоемкость отдельных сборочных операций tсб и трудоемкость сборки изделия tоб; коэффициент трудоемкости сборочного процесса η тр который характеризует рациональность разработанного технологического процесса и определяется отношением трудоемкости сборки tоб трудоемкости изготовления деталей, входящих в данное изделие: η тр = tоб / tизг. Величина коэффициента η тр зависит от типа производства и будет тем меньше, чем больше механизированы все процессы сборки: для единичного производства η тр ≥ 0, 5; для серийного производства 0, 3 < η тр < 0, 4; для массового производства η тр≤ 0, 2. Анализ технико-экономических показателей дает возможность выбрать наилучший вариант сборочного процесса с учетом эффективности производства изделия в целом. Совершенствование процессов сборки и улучшение основных технико-экономических показателей достигается сокращением материальных затрат и трудоемкости сборки. Характерной особенностью современного машиностроения является частая смена объектов производства, связанная с непрерывным совершенствованием конструкции изделий. Поэтому большое внимание уделяется совершенствованию технологической подготовки производства, сокращению сроков и себестоимости освоения производства новых машин, что достигается за счет следующих направлений: применение стопроцентной взаимозаменяемости; применение узловой сборки вне места общей сборки; улучшение ритмичности производства за счет своевременной подачи деталей на сборку; применение механизированных инструментов и приспособлений; применение поточной сборки; нормализация технологических процессов и др. Технологический процесс сборки может быть составлен в виде подробного словесного перечисления сборочных приемов, но может также изображаться графически в виде карт и схем. Графическое изображение схемы сборки дает наглядное представление о последовательности сборки. Примерная схема узлового, сборочного процесса приведена на рис. 119. Каждый элемент изделия условно обозначается на схеме прямоугольником, разделенным на три части, в которых указываются наименование элемента, его индекс и количество собираемых элементов. Базовым называют основной элемент (деталь или узел), с которого начинается сборка. Индексация элементов производится в соответствии с номерами, присвоенными деталям и узлам на сборочных чертежах и в спецификациях.
Технологические схемы сборки снабжаются дополнительными надписями, определяющими содержание операций, если таковое не очевидно из самой схемы. Основным видом технологической документации при описании процессов сборки являются технологические карты: маршрутные в единичном и мелкосерийном производствах и операционные в серийном и массовом производствах. В картах указываются: название изделия; годовой выпуск; число изделий в партии (серии); название операций и переходов для каждой стадии сборки и их описание (в операционной технологической карте); указание рабочего места, на котором производят сборку; перечень приспособлений и инструментов, необходимых для выполнения каждой сборочной операции; транспортные устройства; технические условия сборки; нормы времени; квалификация рабочих; штучно-калькуляционное время и расценки. В операционных технологических картах описание каждой операции сопровождается эскизом. Кроме вышеперечисленных в комплект технологической документации входят сборочные чертежи со спецификациями, технические условия на приемку и испытания изделия, производственная программа, которые являются исходными данными для проектирования технологического процесса сборки.
|