
Магнитная дефектоскопия
8.1 Основные теоретические и методические положения 8.1.1 Физические основы магнитных методов контроля Магнитное поле создается движущимися электрическими зарядами, а также изменяющимся электрическим полем и действует только на движущиеся заряды. Характеристикой магнитного поля является вектор магнитной индукции Линией магнитной индукции называется такая линия, в каждой точке которой вектор Магнитный поток Ф, Вб (Вебер) через данную поверхность S есть скалярная физическая величина, определяемая выражением
где α – угол между вектором Напряженностью
где µ – относительная магнитная проницаемость среды, Гн/м; µ 0 – магнитная постоянная, µ 0 = 4·π ·10-7, Гн/м. Магнитные методы контроля основаны на регистрации магнитных полей рассеяния, возникающих над дефектами, или на определении магнитных свойств контролируемых изделий. Магнитные методы контроля в соответствии с ГОСТ Р 18353–2005 классифицируют по способам регистрации магнитных полей рассеяния или по способам определения магнитных свойств контролируемых изделий (рис. 8.1).
Рисунок 8.1 – Классификация магнитных методов контроля (1–6) и области их применения (7–12): 0 – магнитные методы контроля; 1 – магнитографический; 2 – феррозондовый; 3 – индукционные; 4 – пондемоторный; 5 – преобразователя Холла; 6 – магнитопорошковый; 7 – дефектоскопия; 8 – измерение толщины; 9 – контроль структуры и механических свойств; 10 – определение поверхностных и подповерхностных дефектов типа нарушения сплошности ферромагнетика; 11 – определение толщины немагнитных и слабомагнитных покрытий на ферромагнитных изделиях, толщины слоя поверхностной закалки; 12 – определение качества термообработки, механических характеристик сталей, количества магнитной фазы в немагнитных сплавах.
8.1.2 Классификация магнитных методов контроля 8.1.2.1 Магнитографический метод контроля заключается в записи магнитных полей рассеяния на магнитную ленту путем намагничивания контролируемого участка детали вместе с прижатой к ее поверхности магнитной лентой. После этого производится воспроизведение и расшифровка полученной записи. При воспроизведении ленту протягивают с постоянной скоростью относительно воспроизводящей магнитной головки, в обмотке которой возникает ЭДС индукции. По величине и форме кривой ЭДС, наблюдаемой на экране, судят о наличии дефектов. Магнитографический метод применяют, в основном, для проверки сплошности сварных швов трубопроводов. 8.1.2.2 Феррозондовый метод контроля позволяет измерить напряженность магнитного поля или его градиент (т. е. скорость изменения поля в данном направлении). Феррозонд состоит из двух совершенно одинаковых пермаллоевых магнитопроводов, каждый из которых окружен первичной обмоткой, по которой пропускается переменный ток, и вторичной (индикаторной) обмоткой (рис. 8.2).
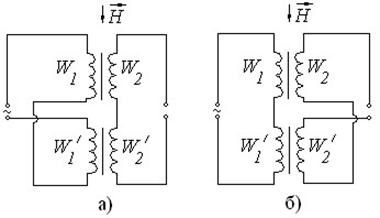
Рисунок 8.2 – Схема феррозонда-полемера (а) и феррозонда-градиентомера (б)
Величина ЭДС на выходе индикаторных обмоток Для получения этого результата в феррозонде-полемере первичные обмотки W 1 и W ʹ 1 соединены встречно (поэтому при отсутствии внешнего поля их поля компенсируются), а индикаторные W 2 и W ʹ 2 – согласно. В феррозонде-градиентомере первичные обмотки соединены согласно, а индикаторные – встречно. В магнитной дефектоскопии применяют феррозонды длиной 1–2 мм, что связано с необходимостью выявления дефектов малых размеров. Метод широко применяют для контроля прутков, заготовок, сварных швов, в толщинометрии. Между механическими свойствами ферромагнитных сплавов, которые определяются их структурой и их магнитными свойствами, существует корреляционная зависимость. Это позволяет, измерив коэрцитивную силу H c, определить твердость и структуру стали. 8.1.2.3 Индукционные методы контроля (т. е. методы вихревых токов) основаны на регистрации изменения поля вихревых токов, наводимых в поверхностном слое изделия. На сопротивляемость поверхностного слоя проникновению вихревых токов влияют, с одной стороны, поля дефектов, на чем основана дефектоскопия изделия, и, с другой стороны, электрическая проводимость и магнитная проницаемость материала изделия. Благодаря этому вихретоковые методы применяются для измерения электрической проводимости бесконтактным методом. Так как электрическая проводимость зависит от химического состава и физико-механических свойств материала, вихретоковые методы успешно применяют в структуроскопии магнитных и немагнитных материалов. Магнитная проницаемость значительно больше, чем электрическая проводимость, зависит от химического состава, структуры и состояния ферромагнетика. В связи с этим контроль изделий из ферромагнитных материалов в большей степени основывается на определении изменения свойств, связанных с магнитной проницаемостью. Методика контроля (рис. 8.3) включает следующие операции: 1) установка полезадающей катушки 1 на контролируемое изделие 2 и пропускание через нее переменного тока; 2) сканирование датчиком 3, содержащим измерительную катушку, вдоль поверхности контролируемого изделия и запись результатов измерений регистрирующим прибором; 3) расшифровка результатов контроля и оценка качества изделия.
Рисунок 8.3 – Схема вихретоковых методов контроля
Допускаемый максимальный зазор между датчиком и контролируемым изделием составляет 2 мм. Этим методом удается выявить поверхностные и подповерхностные трещины глубиной не менее 0, 1 мм и протяженностью более 1 мм, расположенные на глубине до 1 мм. На предприятиях железнодорожного транспорта также применяют вихретоковые структуроскопы (для контроля термической обработки и сортировки материалов по маркам) и вихретоковые толщиномеры. 8.1.2.4 Пондеромоторный (от лат. «ponderis» – вес, тяжесть и motor – приводящий в движение) метод основан на механическом взаимодействии измеряемого магнитного поля и рамки с током, либо на взаимодействии магнитного поля с индикаторным магнитом. По величине момента сил, действующего на эти детали прибора, определяются характеристики магнитного поля. Этот метод нашел применение в дефектоскопах контроля железнодорожных рельсов и в коэрцитиметрах. 8.1.2.5 Метод, основанный на эффекте Холла, используют для обнаружения дефектов в изделиях, для измерения толщины, контроля структуры и механических свойств. Эффект Холла состоит в следующем. Если полупроводниковую пластину, изготовленную из некоторых полупроводниковых материалов, (например, германия) поместить в магнитное поле перпендикулярно вектору напряженности
где kX – постоянная Холла, Ом·см2/А; d – толщина пластины, см; H – напряженность магнитного поля, А/см; i – ток в датчике (пластине), А.
Рисунок 8.4 – Схема работы датчика Холла
Измерив ЭДС Холла, определяют напряженность магнитного поля 8.1.2.6 Понятие о магнитопорошковом методе 8.1.2.6.1 Магнитопорошковый метод основан на обнаружении магнитных полей рассеяния над дефектами с помощью ферромагнитных частиц. Если намагнитить деталь, то в ее бездефектной части образуется достаточно однородное магнитное поле (рис. 8.5).
Рисунок 8.5 – Однородное магнитное поле
В тех местах, где встречаются участки с пониженной магнитной проницаемостью, (например, трещины, неметаллические включения) однородность магнитного поля нарушается (рис. 8.6).
Рисунок 8.6 – Нарушение однородности магнитного поля под влиянием дефекта
Оно перераспределяется таким образом, что напряженность Если на такую деталь нанести порошок из ферромагнетика, то в зонах однородного магнитного поля на частицы будет действовать механический момент сил, располагающий бо́ льшие оси частиц вдоль линий индукции. В зоне трещин частицы не только поворачиваются, но и двигаются вдоль линий магнитной индукции в сторону большей напряженности, т. е. скапливаются по контуру трещины. Скопление частиц видно невооруженным глазом. Наиболее контрастное изображение получается, если трещина выходит на поверхность детали. Внутренние дефекты обнаружить труднее, а если они расположены достаточно глубоко, то и невозможно. Магнитная дефектоскопия применима только для деталей, изготовленных из ферромагнетиков (способных намагничиваться). Большое значение в достоверности магнитопорошкового контроля имеет качество обработки поверхности. Этот метод позволяет выявлять трещины с шириной раскрытия 0, 001 мм и глубиной 0, 01 мм. 8.1.2.6.2 Способы намагничивания деталей Полюсным (рис. 8.7) называется способ намагничивания, при котором линии магнитной индукции поля, созданного электромагнитом, часть своего пути проходят через его сердечник, а другую часть через воздух и деталь. В местах пересечения линий индукции с изделием образуются полюса, где поле является очень неоднородным, поэтому дефекты можно обнаружить только между полюсами на достаточном от них удалении.
Рисунок 8.7 – Полюсное намагничивание: 1– деталь; 2 – сердечник; 3 – катушка.
При циркулярном намагничивании нет явно выраженных полюсов, а магнитный поток направлен по окружности попер ек детали. Внутри проверяемой детали располагают проводник с током (рис. 8.8, а), или проверяемая деталь непосредственно включается в электрическую цепь (рис. 8.8, б).
Рисунок 8.8 – Циркулярное намагничивание
Для обнаружения поперечных трещин применяют полюсное намагничивание, для обнаружения продольных трещин – циркулярное намагничивание. Для обнаружения «косых» трещин поворачивают деталь относительно магнитного потока.
8.2 Экспериментальная часть 8.2.1 Задание 1 8.2.1.1 Цель работы Исследовать магнитное поле предоставленных образцов и определить направление вектора индукции магнитного поля вблизи различных участков их поверхности. 8.2.1.2 Приборы и материалы. 8.2.1.2.1 Индикатор индукции магнитного поля И554. 8.2.1.2.2 Генератор низкой частоты. 8.2.1.2.3 Мультиметр. 8.2.1.2.4 Пояснение. Индикатор И554 – это феррозонд-полемер. Питание его обмотки возбуждения осуществляется переменным током частотой около 2000 Гц и напряжением до 10 В. Измерительная обмотка индикатора подключается к миллиамперметру. 8.2.1.3 Порядок выполнения работы 8.2.1.3.1 Подключите выводы измерительной обмотки индикатора с маркировкой «Г» к мультиметру, который находится в режиме «переменный ток, 2 миллиампера». 8.2.1.3.2 Установите частоту на выходе генератора (например, ГРН-1) равной 2000 Гц. 8.2.1.3.3 Подключите разъ ем с выводами от обмотки возбуждения индикатора к выходному гнезду генератора (для сопротивления нагрузки 600 Ом). 8.2.1.3.4 Включите генератор и мультиметр (при этом индикатор может слабо звучать). 8.2.1.3.5 Введите индикатор в магнитное поле постоянного магнита и наблюдайте за показаниями миллиамперметра. Ток будет иметь наибольшее значение при совпадении направления испытуемого поля с направлением концов сердечника индикатора. 8.2.1.3.6 Укажите на эскизе направление линий магнитной индукции вблизи поверхности магнита в тех участках, где величина магнитного поля максимальна. 8.2.1.3.7 Исследуйте магнитное поле вблизи генератора. 8.2.2 Задание 2 8.2.2.1 Цель работы Выполните контроль имеющихся деталей (кольца и ролики подшипников, рессорные подвески, маятниковые подвески люлечного подвешивания, валы якорей двигателей и вспомогательных машин, шейки оси колесной пары) магнитопорошковым методом (табл. 8.1).
Таблица 8.1 – Результаты работы
8.2.2.2 Приборы и материалы. 8.2.2.2.1 Седлообразный магнитный дефектоскоп ДГС-М. 8.2.2.2.2 Порошок марки ПЖОМ. 8.2.2.2.3 Трансформаторное (компрессорное и др.) масло. 8.2.2.2.4 Пояснение: жидкая смесь (200 г порошка на 1 л масла) применяется для уменьшения трения между порошком и деталью, т. е. для увеличения подвижности частиц порошка на поверхности детали. Для дефектоскопии темных необработанных поверхностей порошок окрашивают в серый цвет пут ем добавления 15 % (по массе) окиси цинка или двуокиси титана. 8.2.3 Порядок выполнения работы. 8.2.3.1 Приготовьте магнитную смесь, включив дефектоскоп, намагнитьте детали, данные преподавателем для контроля. 8.2.3.2 Произведите магнитную дефектоскопию деталей. 8.2.3.3 Размагнитьте детали. Выключите дефектоскоп. Слейте суспензию в масленку. Протрите детали. 8.2.3.4 Примечание: размагничивание произведите пут ем постепенного удаления детали от дефектоскопа. 8.3 Контрольные вопросы 8.3.1 Перечислите магнитные методы контроля. 8.3.2 Какое физическое явление лежит в основе работы датчика Холла? 8.3.3 Назначение и принцип действия феррозонда-полемера и феррозонда-градиентомера? 8.3.4 На каком физическом явлении основан метод магнитопорошкового контроля и для чего он применяется? 8.3.5 Полюсное намагничивание деталей и область его применения. 8.3.6 Циркулярное намагничивание деталей и область его применения. 8.3.7 Порядок выполнения работы по магнитопорошковому контролю деталей. 8.3.8 Каким образом производят размагничивание деталей после проведения дефектоскопии? 8.3.9 Можно ли применять металлические опилки цветных металлов для магнитопорошкового контроля? 8.3.10 Как контролируют магнитопорошковым методом детали черного цвета? 8.4 Список использованных источников 8.4.1 Ильин В.А. Дефектоскопия деталей подвижного состава железных дорог и метрополитенов. – М.: Транспорт, 1983. – 315 с. 8.4.2 Алешин Н.П., Щербинский В.Г. Радиационная, ультразвуковая и магнитная дефектоскопия металлоизделий. – М.: Высшая школа, 1991. – 271 с. 8.4.3 Неразрушающий контроль металлов и изделий: Справочник. / Под ред. Г.С. Самойловича. – М.: Машиностроение, 1976. – 456 с. 8.4.4 Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ РД 32.159-2000. – М.: ГУП ВНИИЖТ, 2000. – 120 с.
|
 , Тл (Тесла).
, Тл (Тесла).  , (8)
, (8) к поверхности.
к поверхности. магнитного поля называется векторная физическая величина, характеризующая магнитное поле, созданное движущимися зарядами и токами и не зависящая от среды.
магнитного поля называется векторная физическая величина, характеризующая магнитное поле, созданное движущимися зарядами и токами и не зависящая от среды. , (9)
, (9)
 и
и  пропорциональна напряженности измеряемого постоянного магнитного поля (для феррозонда-полемера), либо прямо пропорциональна градиенту магнитного поля (для феррозонда-градиентомера), в котором находится феррозонд.
пропорциональна напряженности измеряемого постоянного магнитного поля (для феррозонда-полемера), либо прямо пропорциональна градиенту магнитного поля (для феррозонда-градиентомера), в котором находится феррозонд.
 , (10)
, (10)









