ОСНОВНЫЕ ПОЛОЖЕНИЯ. 1. Буклемишев О. В. Рынок еврооблигаций
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К выполнению лабораторных работ
по дисциплине «Технология конструкционных материалов и материаловедение»
для студентов направления подготовки 6.050503 Машиностроение за профессиональным направлением " Оборудование химических производств и предприятий строительных материалов"
факультета дневной и заочной формы обучения
Утверждено на заседании кафедры Подготовил ст. преподаватель, к.т.н.
протокол №____от_________20___ ___________________Закусило Р.В. Лабораторная работа № 1 «Изучение процесса изготовления разовой литейной формы» ЦЕЛЬ РАБОТЫ 1. Ознакомиться с основами литейного производства. 2. Изучить процесс изготовления разовой литейной формы.
ОБОРУДОВАНИЕ, ПРИБОРЫ И МАТЕРИАЛЫ Плакаты: – схема технологического процесса изготовления отливки; – эскиз детали и модели; – эскиз схема литейной формы в сборе; – эскиз отливки с литниковой системой; – формовка в двух опоках по разъемной модели.
ОСНОВНЫЕ ПОЛОЖЕНИЯ Суть литейного производства состоит в том, что фасонные детали (заготовки) получают заливкой жидкого металла в литейную форму. После кристаллизации металла литую деталь (заготовку), называемую отливкой, удаляют из литейной формы и в случае необходимости отправляют в механический цех для последующей обработки. Общая схема технологического процесса изготовления отливки приведена на рис. 1.
Рисунок 1 - Схема технологического процесса изготовления отливки Применяют следующие способы производства отливок: в песчано-глинистых формах с ручной и машинной формовкой; в металлических формах; под давлением; по выплавляемым моделям; в оболочковых формах; центробежным литьем; электрошлаковым литьем; под низким давлением; вакуумным всасыванием; выжиманием; жидкой штамповкой. Модельный комплект для ручной формовки изготавливают для серийного производства из твердых пород древесины (клен, бук, береза), а в единичном - из ели и сосны.
Рисунок 2 - Эскиз: а – деталь; б – модель
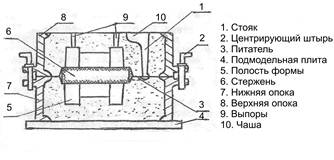
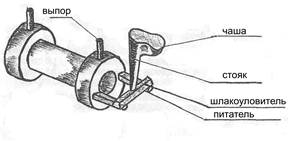
Литниковая система состоит из: - литниковой чаши, служащей для приема жидкого металла из ковша; уменьшает динамический напор струи металла и частично отделяет шлак; - стояка, соединяющего литниковую чашу со шлакоуловителем; делают конусным; - шлакоуловителя, трапецеидального сечения размещают в верхней половине формы в плоскости разъема; - питателей, подводящих металл непосредственно в полость формы, размещают их в нижней полуформе в плоскости разъема; - выпоров, вертикальный канал, располагаемый в самой верхней точке отливки, служит для выхода воздуха из полости формы при ее заливке, а также для сбора всплывающей грязи и контроля заполнения формы металлом.
а б
Рисунок 3 - Эскиз: а – схема литейной формы в сборе; б – отливка с литниковой системой
Литниковая система во время заливки должна быть заполнена жидким металлом, так как разрыв струи приводит к всасыванию воздуха и шлака в полость формы, а также к образованию окисленных плен в месте разрыва. Поэтому между элементами литниковой системы выдерживают определенное соотношение: суммарная площадь сечения всех питателей (Fп) должна быть меньше площади сечения шлакоуловителя (Fш), который в свою очередь, имеет сечение меньшее, чем стояк (Fc), например: Fп: Fш: Fc = 1, 0: 1, 2: 1, 4. Технологический процесс ручной формовки состоит из следующих основных элементов: набивка нижней опоки; набивка верхней опоки; удаление модели из формы; отделка формы; сборка и нагружение формы. Формовка в двух опоках по разъемной модели (рис. 4) - самый распространенный метод получения разовых форм, так как подавляющее большинство отливок имеет сложную конфигурацию, требующую разъема модели.
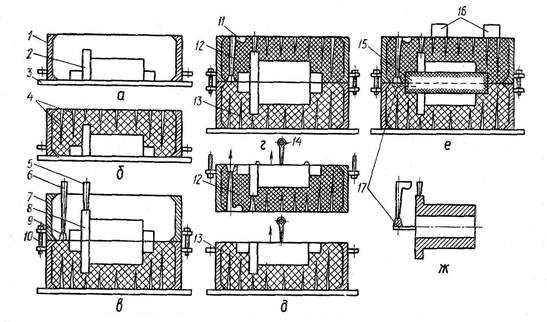
Рисунок 4 - Формовка в двух опоках по разъемной модели
Процесс формовки ведут в такой последовательности: 1) для изготовления нижней полуформы на подмодельную доску 3 устанавливают нижнюю половину модели 2 и накрывают нижней опокой 1 (а); 2) на модель наносят слой облицовочной и затем наполнительной смеси, трамбовкой уплотняют ее, излишки срезают линейкой на уровне верхней кромки опоки и накалывают душником вентиляционные каналы 4 (б); 3) готовую нижнюю полуформу переворачивают на 180°, устанавливают верхнюю полумодель 8, модели шлакоуловителя 9, стояка 6, выпора 5 и верхнюю опоку 7, соединив ее с нижней штырями 10 (в); 4) при набивке верхней полуформы повторяют в той же последовательности проделанное с нижней полуформой, а затем вырезают литниковую чашу 11, удаляют из формы модели стояка 6 и выпора 5 (г); 5) для удаления полумоделей из полуформ верхнюю полуформу 12 снимают с нижней 13 и переворачивают ее на 180°; формовочную смесь вокруг полумоделей смачивают водой; в полумодели забивают подъемники 14, легкими ударами по подъемнику полумодели расталкивают в стороны и затем вертикально вверх удаляют из полуформ; таким же образом удаляют из формы модель шлакоуловителя 9 (д); 6) разрушенные участки полуформ исправляют; прорезают питатели 17 в нижней полуформе; устанавливают на стержневые знаки стержень 15; нижнюю полуформу накрывают верхней и нагружают грузами 16 (е); 7)после заливки формы металлом и его кристаллизации форму разрушают и освобождают готовую отливку вместе с литниковой системой (ж). Брак отливок делят на исправимый и неисправимый. Отливки с неисправимым браком направляют на переплавку, а исправимый брак устраняют.
СОДЕРЖАНИЕ ОТЧЕТА Отчет должен содержать: - цель работы; - краткие теоретические сведения; - эскизы модели, литейной формы (разрез), отливки и детали; - основные технологические операции процесса формовки; - выводы по работе.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Литейное производство - это... 2. Как называется заготовка, получаемая литьем. 3. Что входит в состав модельного комплекта. 4. Какие свойства сплавов для литейного производства являются определяющими. 5. Что такое объемная и линейная усадки при формировании отливки. 6. Что такое литейная форма. 7. Назовите элементы литниковой системы. 8. Какие функции выполняют опоки. 9. Из каких материалов изготавливают опоки. 10. Для чего и на какие поверхности назначают формовочные уклоны. 11. Укажите примерную величину формовочных уклонов. 12. Перечислите основные операции изготовления литейных форм и получения отливки. 13. Какой материал применяется для изготовления литейной формы. 14. Какие функции выполняют выпоры.
ЛИТЕРАТУРА 1. Дальский А.М. и др. Технология конструкционных материалов. - М.: Машиностроение, 1977. - 664 с. 2. Прейс Г.А. Технология конструкционных материалов. - К.: Высшая школа, 1984. - 359 с. 3. Пчелинцев В.А., Лисин В.М. Изучение процесса изготовления разовой литейной формы, - Сумы: Изд-во СУМГУ, 1996. – 11 с.
|