
Основные теоретические сведения. Опр. Нониусом (линейным или круговым) называется специальная шкала, дополняющая обычный масштаб и позволяющая повысить точность измерений в 10-20 раз
Опр. Нониусом (линейным или круговым) называется специальная шкала, дополняющая обычный масштаб и позволяющая повысить точность измерений в 10-20 раз. 1. Линейный нониус представляет собой небольшую линейку, скользящую вдоль основной шкалы (рис.1, а)). Чтобы понять принцип действия линейного нониуса, рассмотрим на 2-х примерах его изготовление (построение шкалы) и применение. Пример 1. Пусть имеется основная шкала с сантиметровыми делениями. Выберем следующие значения основных необходимых для достижения поставленной цели параметров: Длина эталона – 10 см, N =10 - число делений на шкале нониуса, k =1 – коэффициент кратности (натуральное число: чаще 1 или 2). Длина эталона – это отрезок длины на основном масштабе, с которым производится сравнение длины всей шкалы нониуса, равен (k∙ N) см, т.е. 1∙ 10=10 см. Сравнение состоит в следующем: длина шкалы нониуса берется меньшей на единицу (у нас единица – это 1 см), чем длина эталона. В нашем примере длина всей шкалы нониуса будет равна 10 см – 1 см = 9 см. Следовательно, далее на отрезке длиной 9 см размечаем N делений нониуса, т.е. 10 делений. При этом цена деления шкалы нониуса будет равна:
 (1) - формула для определения цены деления нониуса. (1) - формула для определения цены деления нониуса.
В формуле (1) цифра 1 означает одно деление основной шкалы. Тогда величина Имеем в данном примере:
Вывод: одно деление нониуса меньше одного деления основного масштаба на 0, 1 см Þ эта величина и будет (в данном примере, а не «всегда») точностью измерений на полученном приборе (например, штангенциркуле). Иначе говоря, по построению имеем: 10 делений нониуса меньше 10 делений масштаба на 1 см, тогда 1 деление нониуса меньше 1 деления масштаба на 1/10 см. Применение. При совмещении нулей обеих шкал расстояние между рабочими зажимами шкал равно нулю (рис.1 б)). При измерении длины образца, например диаметра болта (рис.1 в)), он вплотную располагается между зажимами. При этом нулевая отметка на нониусе смещается относительно нуля основной шкалы на искомое расстояние. По рисунку видно, что в это расстояние вмещается 1 целое деление масштаба и еще какая-то его часть. Для определения длины этой части ищут номер деления на нониусе, совпавшего с некоторым делением основной шкалы: на рисунку это – 9-ое деление, совпадающее в точности по положению с делением номер 10 на основной шкале. Теперь будем рассуждать, следуя от места совпадения делений к месту измерения (отсчета значения диаметра): 9-е деление нониуса отстоит от 10-го деления шкалы на 0 см (они совпадают), 8-е деление нониуса отстоит от 9-го деления шкалы на 0, 1 см (т.к. разница в цене деления, определенная нами выше составляет 0, 1 см), 7-е деление нониуса отстоит от 8-го деления шкалы на 0, 1+0, 1=0, 2 см, 6-е деление нониуса отстоит от 7-го деления шкалы на 0, 2+0, 1=0, 3 см, 5-е деление нониуса отстоит от 6-го деления шкалы на 0, 3+0, 1=0, 4 см, 4-е деление нониуса отстоит от 5-го деления шкалы на 0, 4+0, 1=0, 5 см, 3-е деление нониуса отстоит от 4-го деления шкалы на 0, 5+0, 1=0, 6 см, 2-е деление нониуса отстоит от 3-го деления шкалы на 0, 6+0, 1=0, 7 см, 1-е деление нониуса отстоит от 2-го деления шкалы на 0, 7+0, 1=0, 8 см, 0-е деление нониуса отстоит от 1-го деления шкалы на 0, 8+0, 1=0, 9 см – а это и есть длина искомой части (см. по рисунку 1 в)). Т.е. длина искомой части равна произведению порядкового номера совпавшего деления нониуса, т.е. 9, на величину разницы цен делений, т.е. на 0, 1 см, и равна 0, 9 см. В целом размер диаметра болта равен одному целому делению основной шкалы, т.е. 1 см, и плюс длина части 0, 9 см, итого 1, 9 см.
Теперь разберем пример для случая, когда коэффициент кратности равен 2, при равенстве прочих условий и величин. Пример 2. Пусть имеется основная шкала с сантиметровыми делениями. Выберем следующие значения основных необходимых для достижения поставленной цели параметров: Длина эталона 20 см, N =10 - число делений на шкале нониуса, k =2 – коэффициент кратности. Тогда отрезок длины на основном масштабе (называем его эталоном), с которым производится сравнение длины всей шкалы нониуса равен (k∙ N) см, т.е. 2∙ 10=20 см. Сравнение состоит в следующем: длина шкалы нониуса берется меньшей на единицу (у нас единица – это 1 см), чем длина этого отрезка. В нашем примере длина всей шкалы нониуса будет равна 20 см – 1 см = 19 см. Следовательно, далее на отрезке длиной 1, 9 см размечаем N делений нониуса, т.е. 10 делений. При этом цена деления шкалы нониуса будет равна по формуле (1):
Иначе говоря, по построению имеем: 10 делений нониуса меньше 20 делений масштаба на 1 см, тогда 1 деление нониуса меньше 2 делений масштаба на 1/10 см, при этом разница распределена в пределах между 2-мя этими делениями. Получается, что проделанные изменения в построении не сказались на величине точности (все также 0, 1 см). Но что же изменилось? Для нахождения ответа изучим рис. 2.
Исходное положение: при совмещении нулей обеих шкал расстояние между рабочими зажимами шкал равно нулю (рис.2 а)), 10-е (последнее) деление нониуса совпадает с 19-м делением основной шкалы. При помещении образца, например болта (рис.2 б)), между зажимами нулевая отметка на нониусе смещается относительно нуля основной шкалы на искомое расстояние. По рисунку видно, что в это расстояние теперь вмещается 3 целых деления масштаба и еще какая-то его часть. Для определения длины этой части ищем номер деления на нониусе, совпавшего с некоторым делением основной шкалы: на рисунку это – 8-ое деление, совпадающее в точности по положению с делением номер 19 на основной шкале. По аналогии с первым примером мы должны утверждать, что длина искомой части равна 8∙ 0, 1=0, 8 см, а измеряемое расстояние 3+0, 8=3, 8 см. Однако заметим следующее: соседние с совпавшим делением, а именно 7-е и 9-е деления нониуса отстоят от ближайших делений основной шкалы (соответственно 17-м и 21-м) на 0, 1 см. Эти деления – вторые на очереди претендентов на «совпадение». Чтобы совпало какое-либо из этих делений, расстояние между зажимами должно уменьшиться или увеличиться на 0, 1. представим же себе ситуацию, что оно уменьшилось лишь на 0, 05, т.е. на половину от 0, 1 см. Какое же деление нониуса теперь будет совпадающим? Теперь 8-е деление нониуса будет левее 19 основной шкалы на 0, 05 см, а 7-е деление нониуса правее 17-го на такую же величину. При этом истинная длина образца будет 3, 75 см, но на данном приборе мы может с имеющейся точностью получить его значение как 3, 7 см (примем совпадение на 7-м делении нониуса) или как 3, 8 см (если принять совпадающим 8-е). Тогда в обоих случаях будет верно: 3, 75=3, 7 ±0, 1 и 3, 75=3, 8 ±0, 1. Полученные значения соответствуют округлению до десятых долей сантиметра, но с недостатком или с избытком. В заключение подумаем, когда же предпочесть второй способ построения первому? Разница между ними состоит в «укрупнении» делений шкалы нониуса, по сравнению с делениями основной шкалы. Поэтому предпочтение второму способу будет отдано скорее всего тогда, когда деления основной шкалы настолько мелки, что построение нониуса с еще более мелкими делениями нецелесообразно из-за возможного возникновения затруднений при снятии показаний, т.е. к возрастанию субъективной погрешности отсчета.
Обобщая проделанное, получаем следующие результаты: · В обоих разобранных примерах это была величина Следовательно, увеличить точность можно за счет увеличения числа делений на нониусе. Но, не меняя при этом длину основного отрезка (эталона), будем получать одновременное «мельчание» этих делений, что также на определенном пределе становится источником дополнительных трудностей, т.е. не целесообразно. Таким образом, при создании шкал с нониусом необходимо подбирать оптимальное соотношении основных параметров: длины эталона (числа делений на основной шкале, по сравнению с общей длиной которых длина шкалы нониуса меньше на одно такое деление; в примере 1 – 10 делений, в примере 2 – 20 делений. Иначе, это эквивалентно выбору размеров шкалы нониуса), числа делений шкалы нониуса N (примеры 1 и 2 – 10 делений) и коэффициента кратности k (пример 1: k=1; пример 2: k=2). ·
2. Круговой нониус представляет собой дуговую линейку (рис. 3), скользящую вдоль кругового масштаба (лимба), предназначенного для измерения углов. Так как длина дуги s окружности радиуса R и центральный угол
то измерение углов можно заменить измерением дуг. В принципе круговой нониус ничем не отличается от линейного и для него справедливы те же формулы. Так, для случая кругового нониуса формулу (3) можно записать так: Штангенциркуль. Штангенциркуль служит для линейных измерений, не требующих высокой точности. Отсчетным приспособлением у всех конструкций штангенинструментов служат шкала штанги и линейный нониус. Цена деления основной шкалы штанги равна обычно 1 мм. Нониусы штангенциркулей изготавливаются таким образом, что k=1, 2, 5 (см. формулу (1)). Погрешность нониусов обычно равна 0, 1; 0, 05 или 0, 2 мм.
Микрометр. Для более точных измерений применяют микрометрические инструменты. Они бывают нескольких типов: микрометр для наружных измерений, микрометрический глубиномер и микрометрический нутромер. ·
Микрометр для наружных измерений (рис. 4) состоит из полого стержня, жестко соединенного со скобой. В полость стержня ввинчен микрометрический винт. При измерении предмет зажимается между неподвижным стержнем 2 и подвижным торцом микрометрического винта 3. Микровинт вращают, держась за трещотку 4 (в более совершенных микрометрах момент соприкосновения микрометрического винта с измеряемой поверхностью фиксируется по шкале чувствительного динамометра, укрепленной в скобе); вместе с микровинтом вращается корпус барабана 1, перемещаясь при этом поступательно относительно стержня. Отсчет ведется по горизонтальной шкале, нанесенной на полый стержень, и по шкале барабана. Отсчетное устройство микрометра состоит из двух шкал. Горизонтальная шкала стержня представляет собой двойную шкалу с ценой деления 0, 5 мм, нанесенную по обе стороны продольной черты таким образом, что верхняя сдвинута относительно нижней на половину деления. Цена деления шкалы барабана может быть установлена следующим образом: пусть число делений круговой шкалы барабана n= 50. Шаг микровинта h =0, 5 мм. Следовательно, одному полному обороту микровинта (и барабана) соответствует линейное перемещение края барабана на 0, 5 мм. Цена деления круговой шкалы
Отсчет производится следующим образом: по горизонтальной шкале стержня отсчитывается размер измеряемого предмета с точностью до 0, 5 мм. Сотые доли миллиметра отсчитываются по круговой шкале барабана. Полученные результаты складываются. Число сотых долей соответствует делению шкалы, расположенному против продольной черты на стержне. Порядок отсчета одинаков для всех типов микрометрических инструментов. Микрометры изготовляются с пределами измерений 0-25, 50, 75 мм и т.д., до 1600 мм. Увеличение пределов измерений достигается увеличением размера скобы.
Содержание экспериментальных заданий Задание 1. Рассчитайте точность имеющихся в лаборатории шкал с нониусами (различных штангенциркулей) и сравните свои расчеты с отметками на самих приборах. Задание 2. Постройте шкалу с нониусом, точность которой будет 1 мм (0, 5 мм, 0, 25 мм, 0, 05 мм), считая что основная шкала имеет деления ценой 1 мм. В каждом случае укажите выбранные вами значения трех рассмотренных выше параметров таких шкал. Задание 3. Для имеющихся твердых тел измерить соответствующие линейные размеры. Вычислить их площади поверхности и объемы и рассчитать погрешности полученных результатов как косвенных измерений.
Часть Первая
Лабораторная работа № 1.1. Определение плотности тел, имеющих правильную геометрическую форму.
Цель работы: научиться проводить прямые и косвенные измерения физических величин (масса, длина, объем, плотность) и оценивать погрешность полученных результатов; познакомиться с некоторыми источниками погрешностей при измерении плотности тел в воздухе. Приборы и принадлежности: штангенциркуль, микрометр, технические весы, разновесы, исследуемые образцы.
|

 измеряется в делениях основной шкалы. А найти ее величину в единицах длины, т.е. в сантиметрах или миллиметрах и пр. можно, умножая полученную по (1) величину на цену одного деления основной шкалы.
измеряется в делениях основной шкалы. А найти ее величину в единицах длины, т.е. в сантиметрах или миллиметрах и пр. можно, умножая полученную по (1) величину на цену одного деления основной шкалы. (делений) Þ
(делений) Þ делений или 1, 9 см Þ Вывод: одно деление нониуса меньше двух делений (деление на нониусе сравнивается с k делениями на основной шкале) основного масштаба на 0, 1 см Þ эта величина и будет точностью измерений на полученном приборе (например, штангенциркуле).
делений или 1, 9 см Þ Вывод: одно деление нониуса меньше двух делений (деление на нониусе сравнивается с k делениями на основной шкале) основного масштаба на 0, 1 см Þ эта величина и будет точностью измерений на полученном приборе (например, штангенциркуле).
 (2) – точность измерений по шкале с нониусом (штангенциркуля).
(2) – точность измерений по шкале с нониусом (штангенциркуля). .
. (3) - длина предмета, где m – число полных делений основной шкалы (масштаба) между нулевыми отметками двух шкал, n – порядковый номер совпадающего деления нониуса.
(3) - длина предмета, где m – число полных делений основной шкалы (масштаба) между нулевыми отметками двух шкал, n – порядковый номер совпадающего деления нониуса. связаны соотношением
связаны соотношением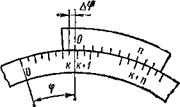 рис. 3
рис. 3

 , где
, где  — цена деления лимба, m – число полных делений лимба, n – порядковый номер совпадающего деления нониуса.
— цена деления лимба, m – число полных делений лимба, n – порядковый номер совпадающего деления нониуса. Нониус укреплен в подвижной рамке, скользящей вдоль основной шкалы штанги. При нулевом показании инструмента нуль нониуса совпадает с нулевым штрихом основной шкалы. При измерении детали подвижная рамка 1 с нониусом смещается, и деталь зажимается губками 2 штангенциркуля. Существует несколько видов штангенциркулей. Они отличаются типом и количеством измерительных губок, длиной штанги, типом нониусов или наличием некоторых вспомогательных деталей. При наличии у штангенциркулей верхних 3 и нижних 2 измерительных губок, его можно применить как для внутренних измерений, так и для внешних. Часто штангенциркуль снабжается линейкой 4, служащей для измерения глубин.
Нониус укреплен в подвижной рамке, скользящей вдоль основной шкалы штанги. При нулевом показании инструмента нуль нониуса совпадает с нулевым штрихом основной шкалы. При измерении детали подвижная рамка 1 с нониусом смещается, и деталь зажимается губками 2 штангенциркуля. Существует несколько видов штангенциркулей. Они отличаются типом и количеством измерительных губок, длиной штанги, типом нониусов или наличием некоторых вспомогательных деталей. При наличии у штангенциркулей верхних 3 и нижних 2 измерительных губок, его можно применить как для внутренних измерений, так и для внешних. Часто штангенциркуль снабжается линейкой 4, служащей для измерения глубин.





