От его серийности
В современном машиностроительном производстве удельный вес в выпуске продукции серийного и мелкосерийного производства 75–80%, а крупносерийного и массового 20–25%. Уровень специализации в серийном производстве низкий (малые партии деталей, частые переналадки оборудования Кзо > 10), а в массовом – высокий (большие или непрерывающиеся партии деталей, постоянное закрепление операций за рабочими местами Кзо = 1 – 10). Уровень автоматизации в серийном производстве – 5–10%, в массовом 60–85%. Техническая база автоматизации в серийном производстве: универсальное и специальное оборудование, оборудование с ЧПУ. В массовом – специализированное и специальное оборудование, автоматические линии с жестким программированием. Производительность и эффективность серийного производства низкая, массового – высокая. Виды автоматизации в зависимости от объема выпуска и номенклатуры деталей можно представить в виде схемы (рис. 2.4).
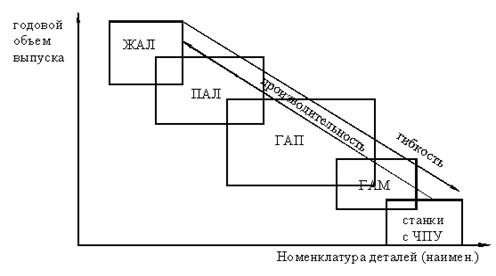
Рис. 2.4. Виды автоматизации в зависимости от объема выпуска и номенклатуры деталей
Наиболее производительны, и не допускают переналадку жесткие автоматические линии (ЖАЛ), предназначенные для выпуска изделий, одного наименования в массовом производстве. Менее производительными и более гибкими являются переналаживаемые автоматические линии (ПАЛ), предназначенные для выпуска изделий, 6–8 наименований в крупносерийном и серийном производствах. Большую номенклатуру деталей при меньшей производительности охватывают гибкие автоматические производства (ГАП), применяемые в серийное и мелкосерийное производства. Гибкие автоматические модули (ГАМ) обеспечивают еще меньшую производительность, но большую гибкость и применяются в серийном и мелкосерийном производстве. Наименее производительны, но являются наиболее гибкими станки с ЧПУ, которые применяются в серийном и мелкосерийном производствах.
|