Способи з'єднування жил кабелів
Паяння. З'єднування алюмінієвих струмопровідних жил кабелів напругою до 1 кВ паянням здійснюють: 1) безпосереднім сплавлянням припою у формочці; 2) поливанням попередньо розплавленого припою.
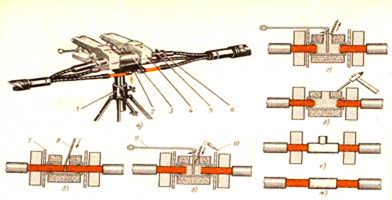
Рис 3.2 Обробка і з'єднування багатодіротяних алюмінієвих жил кабелів паянням безпосереднім сплавлянням припою в формочці а, б, в, г - послідовність операцій, 1 - сталевий помазок, 2 - паличка припою, 3 -пальник, 4 - ізоляція, 5 - жила, 6 - захисний екран, 7 - азбестова підмотка, 8 - формочка, 9 - розплав припою Перший спосіб застосовують для з'єднування алюмінієвих струмопровідних жил перерізом до 150 мм2, другий - для жил перерізом до 240 мм2. З'єднування алюмінієвих жил перерізом до 150 мм2 паянням безпосереднім сплавлянням припою у формочці виконують у певній послідовності. Розводять жили оброблених кінців кабелів (рис. 3.1, а) і вигинають їх вручну (рис. 3.1, б) або за допомогою дерев'яного шаблона (рис. 3.1, в) по вершинах рівнобічного трикутника. Відстань між жилами кабелів, з'єднуваних у чавунній муфті СЧо, визначається відстанню між центрами фарфорових розпірок, які фіксують положення жил, а в муфті СЧм - підмоткою (ізоляцією) паперовою просоченою стрічкою, яку накладають на жили в місці їх з'єднування після паяння. Для з'єднування багатодротяних алюмінієвих жил їх попередньо обробляють ступінчасто (рис. 3.2, а). Кількість ступенів залежить від перерізу з'єднуваних жил: для жил перерізом 16-35 мм2 обробка повинна мати один ступінь розміром 10 мм; для жил перерізом 50-95 мм2 - два ступені по 10 мм; перерізом 120- 150 мм2 - три ступені по 10 мм Центральний провід струмопро-відної жили зрізають навскіс під кутом 45°. Перед паянням жил перерізом 16-150 мм2 безпосереднім сплавлянням припою у формочці очищають ступінчасту обробку жил від залишків просочувального розчину, протираючи чистою ганчіркою, змоченою в бензині, а потім, нагріваючи полум'ям паяльної лампи, облуджують (рис. 3.2, б) припоєм А й одночасно видаляють з жил сталевим помазком 1 плівки оксидів. Закріпивши формочку 8 (рис. 3.2, в) на жилах так, щоб ділянка з'єднання розташувалася в її центрі, намотують біля торців формочки кілька витків азбестового шнура 7 для запобігання витіканню припою в процесі паяння і встановлюють захисні екрани 6. Операцію паяння починають з прогрівання жил і формочки полум'ям паяльної лампи, а потім вводять у полум'я лампи паличку 2 припою А (рис. 3.2, г), розплавляючи його до повного заповнення формочки припоєм. Після охолодження ділянки з'єднання видаляють з нього формочку, підмотку азбестовим шнуром і екрани, я потім обпилюють напилком цю ділянку, надаючи їй правильної циліндричної форми та одночасно видаляючи застиглі на поверхні часточки припою, що виступають. Паяння припоями ЦО-12 і ЦА-15 здійснюють у такій самій послідовності, але без попереднього облуджування з'єднуваних жил. Для з'єднування алюмінієвих жил кабелів перерізом 16- 240 мм2 поливанням секторним жилам надають круглої форми і обрізають їх кінці під кутом 45°, після чого встановлюють у роз-німній сталевій формочці так, щоб між з'єднуваними кінцями утворився зазор у 2 мм. Біля торця формочки намотують азбестовий шнур і встановлюють захисні екрани, після чого полум'ям паяльної лампи підігрівають жили та формочку до температури 200-250 °С. Далі розплавляють необхідну кількість припою в тиглі, беруть з нього припій підігрітою ложкою і ллють безперервним струменем у формочку до її заповнення, одночасно видаляючи скребком оксидні плівки з косо зрізаних поверхонь жил. Остиглу ділянку з'єднання звільняють від екранів, підмотки та формочки обпилюють і обпарюють гарячою мастикою МП-1 для видалення з неї часточок металу, що залишилися. З'єднування мідних струмопровідних жил перерізом 4-240 мм2 кабелів напругою до 1 кВ паянням здійснюють із застосуванням мідних гільз типу ГМ, які мають заливальний отвір для вливання припою. Для з'єднування жил їх вкривають тонким шаром паяльного жиру і встановлюють у гільзі так, щоб стик обох жил знаходився на середині гільзи, а заливальний отвір гільзи опинився над стиком жил. Операції паяння виконують так само, як паяння алюмінієвих жил поливанням припою. У разі з'єднування алюмінієвих струмопровідних жил кабелів, з мідними операції паяння виконують аналогічно з'єднуванню алюмінієвих жил, але мідні жили підготовляють так само, як для з'єднування їх паянням.
Рис. 3.3 З'єднування жил кабелю опресовуванням: а, б, в, г, д - послідовність операцій; 1 - гільза; 2 - йорж: 4 - жила; 5 – прес Опресовування. З'єднування струмопровідних жил кабелів опресовуванням виконують у гільзах. Для цього сталевим йоржем зачищають внутрішню поверхню гільзи до металевого блиску (рис 3.3, а) і змащують кварцовазеліновою пастою. Поверхню з'єднуваних жил очищають сталевою щіткою (рис. 3.3, б) і протирають чистою тканиною, змоченою в бензині. Жили вводять у з'єднувальну гільзу так, щоб їх кінці розташувалися точно в середині гільзи (рис. 3.3, в). Готують відповідний механізм для опресовування і пуансон з матрицею. Розташовують з'єднання між пуансоном і матрицею опресовувального механізму і здійснюють залежно від перерізу жил по одному або два вдавлювання - спочатку на одному кінці гільзи,, потім на другому (рис. 3.3, г). Якість готового з'єднання (рис. 3.3, д) перевіряють спеціаль ним інструментом, вимірюючи в місці вдавлювання остаточну товщину. Зварювання. З'єднування алюмінієвих струмопровідних жил кабелів зварюванням здійснюють: термітним зварюванням в стик у патронах типу А; газовим зварюванням у відкритій формочці; електрозварюванням контактним розігріванням у відкритій формочці. Найбільш якісного з'єднання алюмінієвих жил досягають термітним зварюванням, тому у відповідних інструкціях зазначається насамперед цей спосіб. Газове зварювання і електрозварювання алюмінієвих жил застосовують у випадках, коли термітне зварювання з будь-яких причин здійснити не можна. Термітне зварювання виконують у дві стадії. На першій (попередній) стадії здійснюють підготовку жил до зварювання. В процесі підготовки (рис. 3.4) підбирають термітний патрон за перерізом зварюваних жил. Переріз жили, на який розрахований патрон, зазначено маркуванням на патроні. Для зварювання жил кабелів застосовують патрони типу А (рис. 3.4, а). Круглі жили кабелю очищають від залишків просочувального розчину, а секторним жилам надають також круглої форми. На оброблену таким чином жилу кабелю надягають алюмінієву втулку 3 (рис. 3.4, б) і вводять її в патрон (рис. 3.4, в). Для запобігання витіканню розплаву місця входу з'єднуваних жил у патрон ущільнюють азбестовим шнуром 5 (рис. 3.4, г), користуючись сталевою підбійкою 4 з напівкруглим лезом. Підготовлене до зварювання з'єднання (рис. 3.4, д) встановлюють на площадці для фіксації 2 (рис. 3.5, а) пристрою (штатива) 1, закріплюють на жилах охолоджувальні кліщі 4, за хищають жили листовим азбестом 5 і переходять до дргої стадії - зварювання. Зварювання в термітному патроні здійснюють із застосуванням флюсу ВАМІ у послідовності, зображеній на рис. 3.5, б, в, г. Після остигання ділянки з'єднання сколюють муфель зубилом (рис. 3.5,д) і видаляють з нього сталевий кокіль. Після завершення процесу зварювання залишається ливниковий додаток (рис, 3.5, є), який видаляють, відкушуючи кліщами або зрізаючи ножівкою. Ділянку з'єднання обпилюють, надаючи їй форми циліндричної гільзи (рис 78, в), а потім промивають гарячою обпарювальною мастикою МП-1 для видалення часточок металу і шлаку, що залишилися.
Рис 3.4 Підготовка алюмінієвих жил кабелю до зварювання в термітному патроні а - термітний патрон типу А (розріз), б, в, г, д - послідовність операцій 1 - термітний муфель, 2 - сталевий кокіль, 3 - алюмінієва втулка І - підбійка з швкруглим дезо-з для підбивання азбестового шнура, 5 - азбестовий шнур, 6 - з'єднувані жили З'єднування алюмінієвих жил кабелів газо- і електрозварюванням здійснюють у два прийоми: спочатку сплавляють кінці з'єднуваних жил у монолітний стержень, а потім зварюють їх Сплавляння здійснюють у формочці, встановленій на вертикально розташованій струмопровідній жилі (рис 3.5, а). Спочатку по лум'ям пальника 3 розігрівають формочку 1, потім розплавляють кінець жили, після чого вводять у полум'я пальника присадочний пруток 7 і розплавляють його, збільшуючи таким чином кількість розплаву, необхідного для утворення під час остигання монолітного стержня. Для зварювання жил із сплавленими монолітними стержнями (рис. 3.6, б) розміщують їх горизонтально в сталеву рознімну форму 10, закріплювану на жилах дротяними бандажами 5, і зварюють, розмішуючи розплав 9 сталевим гачком (мішалкою)6. Операції з'єднування струмопровідних жил електрозварюванням мало чим відрізняються від газового зварювання. Під час сплавляння кінців і газового зварювання ізоляцію жил захищають екранами 4 і охолоджувачами 5, а під час з'єднування електрозварюванням - лише охолоджувачами, які одночасно є і контактними затискачами, що підводять зварювальний струм до жил. Після завершення з'єднування жил переходять до заземлення кабелів. Рис 3.5. З'єднування алюмінієвих жил кабелів термітним зварюванням а, б, в, г, д, є, є - послідовність операцій, 1 - штатив, 2 - площадка для фіксації термітного патрона, 3 - термітний патрон, 4 - охолоджувальні кліщі, 5 - листовий азбест для захисту жил від полум'я, 6 - скоба для закріплення азбесту на жилах кабелю, 7 - екран, 8 - присаджувальний пруток, 9 - сталевий дротяний гачок, 10 - сірник для підпалювання термітної суміш
Рис. 3.6 З'єднування алюмінієвих жил газовим зварюванням: 1 - операції сплавляння кінця струмопровідної жили в монолітний стержень; б- з'єднування жил зварюванням; 1 - формочка; 2 - азбестова ізоляція; 3 газовий пальник; 4 -захисний екран; 5 - охолоджувач; 6 - сталевий гачок (мішалка); 7 - паличка припою; 8 - дротяний бандаж; 9 - розплав металу; 10 - рознімна сталева форма Окінцювання струмопровідних жил кабелів Жили кабелів.окінцьовують наконечниками опресовуванням., паянням або зварюванням. Конструкція наконечника та спосіб його з'єднування із струмопровідною жилою визначаються матеріалом жили (аЛюміній або мідь). Найнадійнішим і найпоширенішим способом окінцювання жил наконечниками є опресовування, який слід застосовувати у всіх доступних випадках. Алюмінієві жили перерізом 16-240 мм2 окінцьовують опресовуванням трубчастими наконечниками типів ТА або ТАМ, а мідні жили перерізом 4-240 мм2 -наконечниками типу Т. Опресовування здійснюють шляхом місцевого вдавлювання трубчастої частини наконечника за допомогою спеціальних опресовувальних механізмів (пресів РГП-7м, РМП-7, ПГЕП-2 тощо). Для цього очищають сталевим йоржем 1 (рис. 3.7) внутрішню поверхню трубчастого наконечника 2 (рис. 3.7, а) до металічного блиску. Змащують зачищену внутрішню поверхню наконечника кварцовазеліно-вою пастою (рис. 3.7, б), яка складається з 50 % кварцового піску тонкого помелу і 50 % технічного вазеліну.
Рис. 3.7 Окінцювання алюмінієвої жили кабелю опресовуванням наконечника способом місцевого вдавлювання а - ж - послідовність операцій; 1 - йорж; 2 - трубчастий наконечник; 3 - щітка; 4 - дерев'яна лопатка; 5 - опресовувальний механізм; 6 - ямки, що утворюються після операції опресовування Звільнений від ізоляції кінець жили зачищають щіткою 3 з кардострічки (рис. 3.7, в) і наносять на неї дерев'яною лопаткою 4 тонкий шар кварцова-зелінової пасти (рис. 3.7, г). Встановлюють наконечник, насадивши його до упору на кінець струмопровідної жили (рис. 3.7, д), і жилу з наконечником в опресовувальному механізмі (рис. 3.7, є) із заздалегідь підібраними пуансоном та матрицею і опресовують. Трубчасту частину наконечника і ямки 6 готового окінцювання (рис. 3.7, є) протирають ганчіркою, змоченою в бензині. Окінцювання мідних жил кабелів опресовуванням трубчастими наконечниками типу Т здійснюють аналогічно окінцюванню алюмінієвих жил наконечниками ТА і ТАМ, але без застосування квар-цовазелінової пасти. Алюмінієві жили можна окінцьовувати також електрозварю,-ванням методом контактного розігрівання або газовим зварюванням із застосуванням в обох випадках литих наконечників типу ЛА. Технології електрозварювання і газового зварювання принципово аналогічні. Електрозварювання виконують вугільними електродами 010-12 мм із застосуванням флюсу ВАМІ, який складається з хлориду кальцію (50 %), хлориду натрію (ЗО %) і кріоліту марки К-1 (2О'%). Допускається окінцювання алюмінієвих і мідних жил паянням мідних наконечників серії П. Для з'єднування мідного наконеч яика з алюмінієвою струмопровідною жилою застосовують припої: марки А - з попереднім облуджуванням цим припоєм жили кабелю; марок ЦО-12 і ЦА-15 - без попереднього облуджування.
|