З'єднання, відгалуження та окінцювання алюмінієвих і мідних струмопровідних жил проводів і кабелів
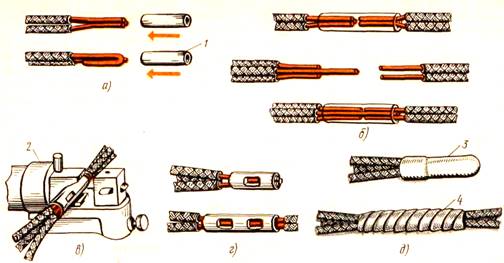
Надійна робота електроустановок значною мірою залежить від якості виконання з'єднань, відгалужень, окінцювання та приєднання проводів. З'єднання, відгалуження, окінцювання та приєднання повинні бути механічно міцними, мати малий електричний опір і залишатися справними за умов нагрівань і охолоджень, що часто виникають внаслідок різких змін струмових навантажень у мережі. Ці вимоги забезпечуються чітким дотриманням технології монтажу, а також правильним вибором застосовуваних з'єднувальних деталей та робочого інструменту. Основними способами з'єднування і окінцювання алюмінієвих та мідних струмопровідних жил проводів і кабелів є опресовування і зварювання — електричне, газове або термітне. В деяких випадках застосовують і паяння струмопровідних жил проводів і кабелів, яке хоча й створює надійне з'єднання, проте вимагає більших витрат часу і припою, що дорого коштує. Вибір способу окінцювання, з'єднування і відгалуження залежить в основному від матеріалу проводів (алюміній або мідь), оскільки фізичні властивості алюмінію суттєво відрізняються від фізичних властивостей міді. Останнім часом більшість електропроводок виконують проводами з алюмінієвими жилами. Це пояснюється тим, що алюміній менш дефіцитний, проводи і кабелі з алюмінієвими жилами дешевші від мідних і мають меншу масу. Разом з тим алюміній має деякі фізико-механічні властивості, які потребують дотримання особливих умов під час з'єднування алюмінієвих проводів між собою або з мідними проводами і контактами. Однією з негативних властивостей алюмінію є швидке окислення при сполученні з повітрям і утворення на його поверхні тугоплавкої (з температурою плавлення близько 2000 °С) плівки оксиду, який погано проводить електричний струм і тому перешкоджає створенню щільного контакту. Крім того, під час контакту алюміній — мідь утворюється «гальванічна пара», внаслідок чого алюміній, зазнаючи електрокорозії, руйнується, що призводить до поступового погіршення з'єднання. Для запобігання погіршенню і руйнуванню контактних з'єднань алюміній захищають від окислення, змащуючи з'єднання в процесі монтажу кварцовазе-ліновою або цинковазеліновою пастою, а також вкриваючи готові з'єднання лаками (асфальтовим, гліфталевим, полівінілхлорид-ним). Наявні в пласті тверді часточки руйнують плівки оксидів, що утворюються на контактних поверхнях, а вазелін перешкоджає надходженню повітря до контактних поверхонь і таким чином запобігає їх окисленню та утворенню на них плівок. З'єднування і відгалуження однодротяних алюмінієвих проводів і кабелів перерізом до 10 мм2 опресовуванням. З'єднування і відгалуження однодротяних алюмінієвих жцл перерізом^ до 10 мм2 виконують опресовуванням в алюмінієвих гільзах місцевим вдавлюванням гільзи в одному або двох місцях за допомогою кліщів ПК-2 або гідравлічних кліщів ГКМ Після опресовування з'єднання вкривають шаром асфальтового або гліфталевого лаку, а потім ізолюють липкою стрічкою впівнапуску і вдруге вкривають лаком для запобігання доступу повітря й вологи. Операції опресовування проводів кліщами ГКМ зображені на рис. 1.1, а-д.
Рис. 1.1 З'єднування одножильних алюмінієвих проводів опресовуванням у гільзі: а - підготовка проводів до однобічного опресовування, б - те саме, для двобічного опресовування, в - момент опресовування кліщами ГКМ, г - опресовані з'єднання д - готові з'єднання, 1 - гільза ГАО, 2 - кліщі ГКМ, З - пластмасовий ковпачок, 4 - липка полівшілхлоридна стрічка Під час опресовування алюмінієвих жил проводів і кабелів обов'язково застосовують кварцовазелінову або цин-ковазелінову пасту. Цинковазелінова паста токсична, тому слід запобігати потраплянню її в їжу, на пошкоджені ділянки шкіри обличчя й рук та в очі. З'єднування і відгалуження однодротяних алюмінієвих проводів і кабелів перерізом 2,5-10 мм2 паянням і зварюванням Паяння є одним з найнадійніших, але трудомістких способів з'єднування. Для паяння алюмінієвих проводів застосовують припій марки А. З кінця кожного із з'єднуваних проводів, які підлягають паянню, видаляють ізоляцію, ретельно зачищають їх сталевою щіткою або ножем і з'єднують внапуск подвійним скручуванням так, щоб утворився жолоб (рис. 57, а). Потім нагрівають проводи паяльною лампою або гасовим пальником до температури, близької до температури плавлення алюмінію (860°С), і з натиском натирають паличкою припою ділянку з'єднання, щоб зняти тугоплавку плівку оксиду, яка утворилася на поверхні проводу. Припій, що плавиться при цьому, повинен заповнити жолобок між двома проводами. Пропаявши провід з одного боку жолобка, операцію паяння повторюють на його другому боці. Ділянку з'єднання протирають чистою ганчіркою, змоченою в бензині, а потім вкривають шаром гліфталевого або полівінілхлоридного лаку і ізолюють липкою стрічкою. Ізольовану ділянку з'єднання вкривають шаром лаку.
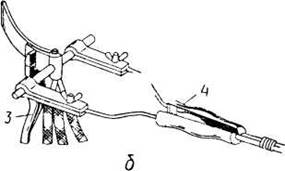
Рис. 1.2 З'єднування алюмінієвих жил перерізом до 10 мм2: а - паянням; б - зварюванням в обоймі за допомогою кліщів з вугільними електродами, 1 - газовий пальник, 2 - паличка припою, З - плоскогубці, 4 - кліщі з вугільними електродами За Будівельними нормами і правилами (БНіП, розд. VI — «Електротехнічні пристрої») з'єднування і відгалуження алюмінієвих жил перерізом від 2,5 до 10 мм2 рекомендується здійснювати переважно зварюванням. Електрозварювання проводів здійснюють в обоймі за допомогою кліщів та вугільних електродів із застосуванням флюсу або без нього. У разі зварювання без застосування флюсу (рис 1.2, б) звільнені від ізоляції і зачищені кінці проводів обтискують за допомогою плоскогубців обоймою із куска штабової сталі розміром 20X160 і завтовшки 0,8—1 мм так, щоб кінці зварюваних проводів виступали з обойми на 3—4 мм, а потім зварюють у полум'ї дуги, утвореної між вугільними електродами кліщів, приєднаних до зварювального трансформатора. Після остигання металу знімають обойму, зачищають сталевою дротяною щіткою з'єднані кінці і вкривають їх гліфталевим або асфальтовим лаком, розгинають жили (якщо електропроводка відкрита), а потім ізолюють з'єднання ізоляційною стрічкою або вініпластовим ковпачком і вдруге вкривають лаком. Зварювання із застосуванням флюсу відрізняється від способу електрозварювання без застосування флюсу лише тим, що зварювані кінці проводів скручують разом, вкривають флюсом і, не розміщуючи їх в обоймі, сплавлюють у полум'ї дуги між вугільними електродами кліщів. З'єднування і відгалуження багатодротяних алюмінієвих проводів і кабеліз перерізом понад 16 мм2 зварюванням Алюмінієві багатодротяні проводи великих перерізів (16— 240 мм2) з'єднують встик електрозварюванням за методом контактного розігрівання або термітним зварюванням. Електрозварювання. Звільняють ділянку жили від ізоляції і промивають бензином. Потім, встановивши жилу вертикально, надягають на неї обидві половинки рознімної форми 4 (рис. 1.3, а) (вугільної або сталевої) і скріплюють їх сталевим хомутиком 5 або дротяним бандажем. Верхні краї форми повинні виступати на 1—2 мм над торцем зварюваної жили; нижню частину форми підмотують азбестовим шнуром 01—1,5 мм. Безпосередньо під формою, на очищеній від ізоляції жилі, закріплюють охолоджувач 6. Кінці проводів, які йдуть від електротримача і охолоджувача, приєднують до зварювального трансформатора потужністю не менше 1,5 кВ-А і, змастивши торець жили флюсом, приступають до зварювання. Для цього притискують закріплений в електротри-мачі 2 вугільний електрод 3 до торця жили і тримають у такому положенні до сильного нагрівання та появи перших ознак її плавлення. У подальшому, повільно переміщуючи електрод по торцю жили, розплавляють усі дротики жили і в отриманий розплав вводять обмазаний флюсом присаджувальний алюмінієвий пруток 1. Розплавляючись, присаджувальний пруток заповнює форму вщерть Після остигання металу знімають з жили форму і охолоджувач, а утворений монолітний зварений кінець жили очищають сталевою щіткою від шлаку та залишків флюсу. Підготовлені до з'єднування таким чином кінці жил вкривають флюсом і вкладають з незначним зазором між торцями в горизонтально розташовану з'єднувальну або відгалужувальну жолобчасту форму, яку потім прикріплюють до проводів дротом. З обох боків форми S, на очищених від ізоляції ділянках встановлюють охолоджувачі і підключають їх до зварювального трансформатора (рис. 1.3, б). Почергово торкаючись електродом торців зварюваних жил, розплавляють їх, а потім вводять у форму обмазаний флюсом присаджувальний пруток і також розплавляють, продовжуючи зварювання до заповнення розплавом алюмінію всієї форми й утворення над формою сферичного наплаву заввишки 1-2 мм. Знявши форму і охолоджувачі, обпилюють ділянку зварювання напилком і, вкривши асфальтовим або гліфталевим лаком, ізолюють, а потім ізоляцію вкривають лаком. Послідовність операцій зварювання з'єднуваних жил проводів зображено на рис. 1.3, в.
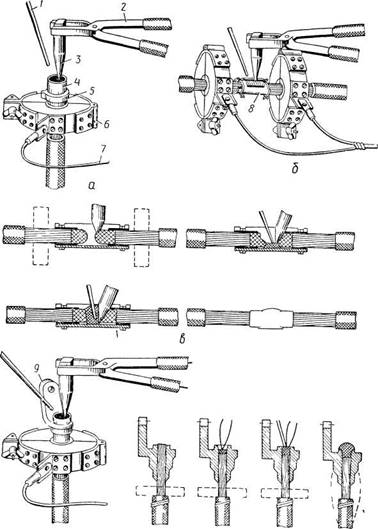
Рис 1.3. З'єднування в стик і окінцювання багатодротяних алюмінієвих жил перерізом 16 — 240 мм2 за методом контактного розігрівання. а - сплавляння кінця жили в моноліт; б - встановлення жил у формі для зварювання в стик, в - зварювання жил, г - підготовка жили до окшцювання наконечником, д - стадії зварювання при окшцюванш багатодротяних алюмінієвих жил наконечниками, 1 - присаджувальний пруток, 2 - електродоутримувач, 3 - вугільний електрод, 4 - рознімна форма, 5 - сталевий хомутик, 6 - охолоджувач, 7 - провід для приєднування охолоджувача до зварювального трансформатора, 8 - жолобчаста форма для з'єднування жил зварюванням, 9 - наконечник Для окінцювання зварюванням багатодротяної алюмінієвої жили наконечник надягають на жилу так, щоб вона виступала з нього на 2-3 мм (рис. 1.3, г), а потім виконують зварювання (рис. 1.3, д). Термітне зварювання. Термітне зварювання багатодротяних алюмінієвих проводів здійснюють у термітному патроні, який складається з термітного муфеля і сталевого кокілю. Перед зварюванням у термітному патроні знімають ізоляцію із з'єднуваних жил по довжині, що залежить від їх перерізу. Переріз жил, мм2 Довжина ізоляції,що знімається, мм 16 і 2550 35 і 5055 95 і 12065 150 і 18570 Жили протирають ганчіркою і вкривають їх та присаджувальний пруток тонким шаром флюсу ВАМІ, розбавленого водою до пастоподібного стану. На підготовлені таким чином кінці надягають алюмінієві втулки або ковпачки, які запобігають підплавлен-ню чи перепаленню поверхні окремих дротинок зовнішнього плетення. Потім надягають термітний муфель з кокілем, після чого місця входу з'єднуваних жил до термітного патрона ущільнюють, підмотуючи азбестовий шнур, щоб запобігти витіканню розплавленого металу. На звільнених від ізоляції відрізках жил кабелю для захисту від перегрівання встановлюють охолоджувальні кліщі. Термітний патрон розміщують у пристрої-для з'єднування жил термітним зварюванням. Починаючи зварювання, закріплюють на шматку сталевого дроту завдовжки 350-400 мм спеціальний сірник, який створює при горінні температуру, близьку до 1000 °С. Сірником підпалюють торець муфеля, а отже, і патрон, у процесі горіння якого здійснюється зварювання проводів. З'єднування, відгалуження та окінцювання мідних проводів перерізом 1-102 Для приєднання мідних однодротяних проводів перерізом від 1 до 2,5 мм2 до затискачів приладів і апаратів обмежуються тим, що кінець проводу згинають у кільце з внутрішнім діаметром, який дещо перевищує діаметр затискного гвинта, або оголений кінець проводу вводять у контактний пристрій виробу чи апарата і закріплюють у ньому притискним гвинтом.
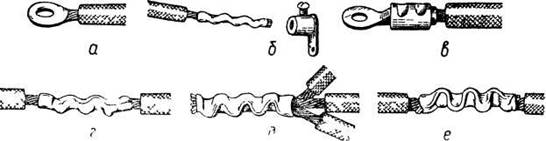
Рис. 1.4 Окшцювання, з'єднування і відгалуження мідних проводів перерізом до 10 мм2 а - окшцювання кільцевим наконечником; б - окшцювання опресовуванням з мідною фольгою, в - окшцювання наконечником місцевим вдавлюванням; г - з'єднування місцевим вдавлюванням за один прийом пуансоном з чотирма виступами; д - відгалуження місцевим вдавлюванням у два прийоми пуансоном з двома виступами: є - з'єднування місцевим вдавлюванням у п'ять прийомів пуансоном з одним виступом Для того, щоб приєднати до затискачів мідну багатодротяну жилу перерізом до 2,5 мм2, її попередньо згинають у кільце, яке потім облуджують або опресовують кільцевим наконечником (рис. 1.4, а). Якщо затискач виробу є циліндром з отвором і притискним гвинтом, то багатодротяну мідну жилу окінцьовують облуджуван-ням або опресовуванням кінця проводу, обгорнутого одним шаром мідної стрічки (фольги) завтовшки 0,15-0,2 мм (рис. 1.4, б). Мідні багатодротяні жили перерізом 4,5 і 10 мм2 окінцьовують трубчастими наконечниками (рис. 1.4, в) місцевим поперечним вдавлюванням кліщами ПК-2М циліндричної частини наконечника Оголений відрізок проводу повинен мати довжину, яка дорівнює довжині циліндричної частини наконечника плюс 2 мм, а кабельних жил - плюс 10 мм (для наступної герметизації). З'єднування і відгалуження багатодротяних мідних жил виконують місцевим вдавлюванням з'єднувальної гільзи за один раз (рис 1.4, г) пуансоном з чотирма виступами, за два рази (рис. 1.4, д) - пуансоном з двома виступами або за п'ять разів (рис. 1.4, є) - пуансоном з одним виступом. Розміри та конструкції наконечників і з'єднувальних гільз, а також розміри та конструкції пуансонів і матриць підбирають за відповідними таблицями довідників залежно від перерізу проводів. З'єднування і окінцювання проводів ТПРФ і А1ПРФ Жили проводів ТПРФ і АТПРФ з'єднують у коробці, куди вводять проводи, попередньо знявши з них захисну металеву оболонку завдовжки 5-6 мм з тим, щоб кінець кожного вільного від оболонки проводу виступав всередині коробки на 3-4 мм. На кінець введеного в коробку проводу, відступивши на 8-10 мм від краю захисної оболонки, накладають по довжині 8-10 мм бандаж із сурових ниток або ізоляційної стрічки, після чого знімають загальну поясну ізоляцію, вводять провід у коробку і, зачистивши жили, з'єднують їх між собою опресовуванням або приєднують до затискачів коробки. Кінець проводу ТПРФ, підведеного до щитка або апарата, забивають окінцювачем, який складається із сталевої трубки дещо більшого діаметра, ніж провід ТПРФ, і фарфорової втулки, надягненої на кінець трубки. Окінцювач надягають на провід ТПРФ і кріплять до опорної поверхні скобою з двома лапками.
ІІІ. Послідовність операцій під час з'єднування і відгалуження жил кабелів З'єднування і відгалуження струмопровідних жил виконують за допомогою спеціальних інструментів, різних пристроїв і приладдя, короткий перелік яких наведений у табл. 1. З'єднування і відгалуження три- і чотирижильних кабелів здійснюють різними способами (табл. 2), які вибирають залежно від матеріалу і перерізу струмопровідних жил кабелів. З'єднування і відгалуження струмопровідних жил кабелів слід виконувати з дотримуванням технології, яка забезпечує надійний електричний контакт і необхідну механічну міцність з'єднання. При виборі способу з'єднування потрібно враховувати: характерні особливості кожного із способів з'єднування; матеріал і переріз з'єднуваних жил; наявність матеріалів та інструментів, необхідних для виконання з'єднання; можливість здійснення даного способу внаслідок конструктивних особливостей з'єднання або муфти. Нижче наводиться стисла характеристика кожного із зазначених у табл. 2 способів з'єднування струмопровідних жил кабелів. Паяння є одним з найпоширеніших способів з'єднування стру мопровідних жил кабелів між собою. Суть його полягає в тому, що розігрітий до рідкого стану припій проникає в метал з'єднуваних жил, а потім, застигаючи, утворює механічно міцне з'єднання. Для з'єднування паянням алюмінієвих жил застосовують припої А, ЦО-12, ЦА-15, ЦМО, П тощо, а для з'єднування мідних жил - припої ПОС-30, ПОС-40 та ПОС-50. Під час паяння алюмінієвих жил з їх поверхні слід попередньо видалити плівки оксидів, які перешкоджають проникненню припою в метал і створенню щільного контакту в місці-з'єднання. З'єднування паянням здійснюють із застосуванням флюсів, паяльних жирів і паст: каніфолі, паяльного жиру № 1, № 5 тощо - для мідних жил; КМ-1, АФ-4А, ВАМІ, кварцовазелінової пасти - для алюмінієвих жил. Таблиця 1 Перелік інструменту і приладдя для монтажу кабельних муфт
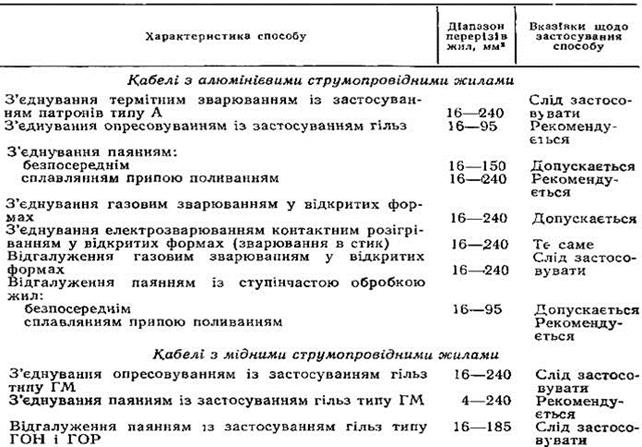
Таблиця 2. Галузі застосування способів з'єднування і відгалуження жил три- і чотирижильних кабелів напругою до 1 кВ
Опресовування є кращим із застосовуваних способів з'єднування алюмінієвих жил кабелів напругою до 1 кВ. Опресовування виконують із застосуванням гільз та опресовувальних механізмів (кліщів ПК, пресів РГП, РМП, ПГЕП-2 тощо). Суть опресовування полягає в тому, що під дією створюваного пресуючим механізмом тиску, який перевищує границі текучості металу жил і гільзи, останні спресовуються і, проникаючи одна в одну, утворюють монолітне з'єднання. Спосіб опресовування порівняно простий у виконанні і швидко виконується, проте потребує наявності гільз, які за своїм матеріалом і розмірами відповідають з'єднуваним жилам, а також пресуючих механізмів, здатних створювати необхідний для опресовування тиск.
а б в Рис. 3.1 Послідовність операцій згинання жил кабелю (а, б, в) Газове і електричне зварювання допускається застосовувати для з'єднування алюмінієвих жил кабелів перерізом 16-240 мм2. Для газового зварювання використовують теплоту спалюваною газу (пропан-бутану тощо), яка досягає температури 2300 °С і вище, а для електрозварювання - теплоту, яка виділяється в ділянці, що має великий опір, у момент проходження через неї струму зварювання в кілька сот ампер. Газове і електричне зварювання здійснюють із застосуванням екранів, які захищають ізоляцію поблизу ділянки зварювання від прямого впливу високої температури, а також охолоджувачів, призначених для відведення теплоти від зварюваних жил. Термітне зварювання - один з найдосконаліших способів з'єднування алюмінієвих жил кабелів. Термітне зварювання здійснюють із застосуванням патронів А. Термітний патрон підпалюють спеціальним сірником, який створює під час горіння необхідну для підпалювання термітного розчину патрона температуру, близьку до 1000 °С. При зварюванні жил у термітному патроні ізоляцію жил захищають від впливу високої температури.
|