
Проектирование производственного участка.
Руководитель ММО: Жидких Марина Васильевна, заведующая библиотекой МБОУ «СОШ № 4»
Мыски 2015 Цель:Оказание помощизаведующим библиотекой и педагогам - библиотекарям общеобразовательных учреждений в совершенствовании профессиональной деятельности
Задачи: · Изучить, обобщить и распространить успешный опыт работы библиотекарей; · создать «Методическую копилку» с практическими разработками; · продолжить обсуждение актуальных профессиональных проблем.
ОРГАНИЗАЦИОННАЯ ЧАСТЬ В общем виде задача проектирования может быть сформулирована в следующем виде: спроектировать цех или участок, обеспечивающий заданную программу выпуска изделий определенной номенклатуры и требуемого качества, при минимальных приведенных затратах на изготовление с учетом всех требований к охране труда. На начальной стадии проектирования по годовой программе выпуска изделий и их номенклатуре определяются тип производства, диктующий в дальнейшем степень специализации и особенности используемого оборудования. В зависимости от «массы» изготавливаемых деталей и программы выпуска тип производства по данным, приведенным в табл. 4.1.
ГОСТ 3.1108-74 рекомендует следующие значения Единичное – свыше 40; Мелкосерийное – свыше 20-40; Серийное – свыше 10-20; Крупносерийное – свыше 1-10; Массовое – 1; Проектирование производственного участка. Проектирование участка механического цеха начинают с расчета потребности в металлорежущем оборудовании. Оборудованиемеханических цехов подразделяется на три категории: основное производственное (расчетное), дополнительное (нерасчетное) и вспомогательное. Потребности в основном оборудовании определяют по формулам. Если при расчете оборудования получается дробное число, то оно округляется до единицы. Расчетное количество станков по
где
где Подставляя в уравнение (2.3.2) исходные числовые значения согласно заданию на дипломное проектирование, находим:
В соответствии с разработанным маршрутным технологическим процессом и годовой программой выпуска деталей по формуле (2.14) определяем потребности в оборудовании по конкретным группам металлорежущих станков. Станок фрезерный модели 6Р13РФ3:
Принимаем СП = 6 станков Станок фрезерный модели 6Т13МФ4:
Принимаем СП = 4 станков Средние коэффициенты загрузки оборудования по участку в целом Кзу и по группам Кзi рассчитываются по формулам [19]:
где m – число групп оборудования на участке. Определим коэффициент загрузки оборудования по участку в целом составит: K K Средний коэффициент загрузки оборудования по участку в целом K Подставив значения в формулу, получим коэфциент загрузки оборудования
K
Результаты расчетов необходимого станочного оборудования, а также их балансовую стоимость для наглядности представляем в виде таблице 2.2. Таблица 4.1 – Расчет потребности участка механического цеха в технологическом оборудовании
Рисунок 4.1 – График загрузки оборудования на участке изготовления корпуса тяги
4.2 Расчёт численности персонала Штат механического цеха состоит из основных и вспомогательных рабочих, инженерно-технических работников, служащих, младшего обслуживающего персонала, работников технического контроля. Численность основных рабочих можно определять по формулам. Количество остальных работников цеха принимается по соответствующим установленным нормам в процентах от основных производственных рабочих. В среднесерийном производстве численность основных рабочих для выполнения нормируемых работ определяется по формуле [21]:
где
где a - коэффициент, учитывающий потери рабочего времени – неявки, установленные трудовым законодательством (10-12 %).
Принятое количество рабочих устанавливается путем соответствующего округления полученного значения Чор до целого. Определим число операторов фрезерного станка (ст. 6Р13РФ3):
Ч Принимаем число операторов станков с ЧПУ: 6 человек. Определим число операторов фрезерного станка (ст. 6Т13МФ4):
Ч
Принимаем число операторов станков с ЧПУ: 4 человек. Принимаем количество основных рабочих, равным 10 человек. Расчет потребного количества основных рабочих оформлен в виде таблицы 2.3.
Таблица 4.2 - Расчет потребного количества основных рабочих
В таблице 4.3. в соответствии с рекомендациями [19] представлен необходимый перечень вспомогательных рабочих проектируемого участка. Таблица 4.3 - Ведомость вспомогательных рабочих Окончание таблицы 4.3
|
 в зависимости от типа производства:
в зависимости от типа производства: -й группе оборудования определяется на основании трудоемкости производственной программы и действительного фонда времени работы оборудования [21]:
-й группе оборудования определяется на основании трудоемкости производственной программы и действительного фонда времени работы оборудования [21]: ,
, – годовая программа выпуска деталей j -ого типа, шт.;
– годовая программа выпуска деталей j -ого типа, шт.;  - штучное время обработки детали типа j на i -ом виде оборудования, мин;
- штучное время обработки детали типа j на i -ом виде оборудования, мин;  – коэффициент выполнения норм по i -ой группе оборудования;
– коэффициент выполнения норм по i -ой группе оборудования;  – годовой эффективный фонд времени работы одного станка i -ой группы, ч;
– годовой эффективный фонд времени работы одного станка i -ой группы, ч;  – количество наименований деталей, обрабатываемых на i -й группе оборудования.
– количество наименований деталей, обрабатываемых на i -й группе оборудования. ,
, – число рабочих дней в году;
– число рабочих дней в году;  – число рабочих смен в сутки;
– число рабочих смен в сутки;  – продолжительность рабочей смены, ч;
– продолжительность рабочей смены, ч;  – плановые потери времени на ремонт, %, КП = 2-8 %.
– плановые потери времени на ремонт, %, КП = 2-8 %. .
. ;
; ;
; ,
, =
=  = 0,99.
= 0,99. = 0,91.
= 0,91. равен:
равен: 0,96
0,96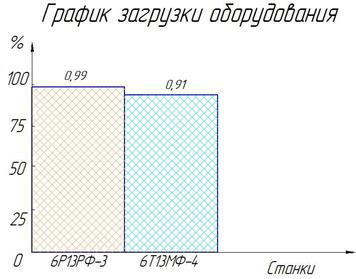
 ,
, – действительный годовой фонд времени работы рабочего, ч;
– действительный годовой фонд времени работы рабочего, ч;  – коэффициент выполнения норм на i -й операции.
– коэффициент выполнения норм на i -й операции. ,
, .
.
 .
. .
.



