
Операция 5. Круглошливовальная
На этой операции производится шлифование цилиндрической поверхности 3 и торцевой поверхности 2.
Построенная в соответствии с вышеизложенной методикой размерная схема технологического процесса механической обработки ступенчатого вала показана на рис. 12. В размерную схему включены все линейные размеры: технологические размеры (рис. 7 – 11), конструкторские размеры детали (рис. 5) и размеры заготовки (рис. 6).
Число уравнений должно равняться сумме определяемых технологических размеров и размеров заготовки. В данном технологическом процессе определяются шесть технологических размеров и три размера заготовки, поэтому число исходных уравнений должно быть равно девяти. Завершающей операцией в данном примере является круглошлифовальная, на которой выполняется технологический размер В 6, совпадающий с конструкторским размером А 1. Для определения размера В 6 составляем двухзвенную размерную цепь, замыкающим звеном в которой является конструкторский размер А 1. Исходное уравнение для этой цепи имеет вид: А 1 = В 6 (табл. 6, рис. 13). Таблица 6
На размерной схеме технологического процесса (рис. 12) технологические размеры В 6, В 5 и припуск Z 3 образуют замкнутый контур, то есть размерную технологическую цепь. В этой размерной цепи размер В 6 будет выполнен на операции 5, размер В 5 выполняется на операции 3, а величина припуска Z 3 получится сама собой, то есть припуск является замыкающим звеном (табл. 6, рис. 14). Для определения типа звеньев на схеме можно воспользоваться стрелками. Для этого на отрезке, изображающем замыкающее звено (Z 3), поставим стрелку слева и произведем обход схемы в направлении этой стрелки, в данном случае – против часовой стрелки, проставляя по ходу движения стрелки на составляющих звеньях у В 6– слева, у В 5 – справа. Размер, у которого стрелка слева является уменьшающим звеном (В 6), а размер, имеющий стрелку справа – увеличивающим звеном (В 5). Исходное уравнение данной размерной цепи имеет вид: Z 3 = В 5 - В 6. При выявлении технологических размерных цепей необходимо, чтобы в каждой новой цепи был неизвестен только один размер. Технологический размер В 4 определяется из размерной цепи, состоящей из размеров В 4, В 5 и Z 4. Исходное уравнение данной размерной цепи: Z 4 = В 4 - В 5 (табл. 6, рис. 15). Конструкторский размер А 2, является замыкающим звеном в размерной цепи, в которую входят технологические размеры В 3 и В 6. Схема размерной цепи (табл. 6, рис. 16), а исходное уравнение: А 2 = В 3 - В 6. Припуск Z 5 является замыкающим звеном в технологической размерной цепи, состоящей из В 4, В 1 и Z 5. Как видно из схемы размерной цепи (табл. 6, рис. 17). В 1 – увеличивающее звено, а В 4 – уменьшающее. Исходное уравнение данной цепи Z 5 = В 1 - В 4. Технологический размер В 2 можно определить из двухзвенной размерной цепи, представляющей замкнутый контур состоящий из размеров А 3 и В 2 (табл. 6, рис. 18), а размер заготовки З 1 из трехзвенной цепи, состоящей из размеров В 1, З 1 и величины припуска Z 2 (табл. 6, рис. 19). Трудной для выявления непосредственно по размерной схеме технологического процесса цепью является технологическая размерная цепь состоящая из размеров Z 7, В 3, В 1, З 1 и З 2 (табл. 6, рис. 20). Исходное уравнение для этой цепи имеет вид: Z 7 = В 1 + З 2 - В 3 - З 1. Размер заготовки З 3 образует замкнутый контур на размерной схеме технологического процесса вместе с размерами З 1, В 1, В 2 и величиной припуска Z 9 (табл. 6, рис. 21). Выявление размерных цепей непосредственно по размерной схеме технологического процесса во многих случаях является весьма трудоемкой задачей, так как технологические размерные цепи часто являются связанными размерными цепями. Трудности определения технологических размерных цепей непосредственно по размерной схеме возникают потому, что эти цепи выступают на схемах не явно, а в скрытом виде. Поэтому их выявление носит чисто умозрительный характер. Процесс выявления технологических размерных цепей можно значительно упростить и облегчить, используя теорию графов при построении моделей технологического процесса в виде граф-схем.
|
 Выдерживается один технологический размер В 6, определяющий расстояние от шлифуемого торца 2 до поверхности 1, которая на данной операции является технологической и настроечной базой для шлифовального круга. Заготовка устанавливается в неподвижных центрах с упором в торец 1, вращение детали с помощью поводкового патрона (рис. 11).
Выдерживается один технологический размер В 6, определяющий расстояние от шлифуемого торца 2 до поверхности 1, которая на данной операции является технологической и настроечной базой для шлифовального круга. Заготовка устанавливается в неподвижных центрах с упором в торец 1, вращение детали с помощью поводкового патрона (рис. 11).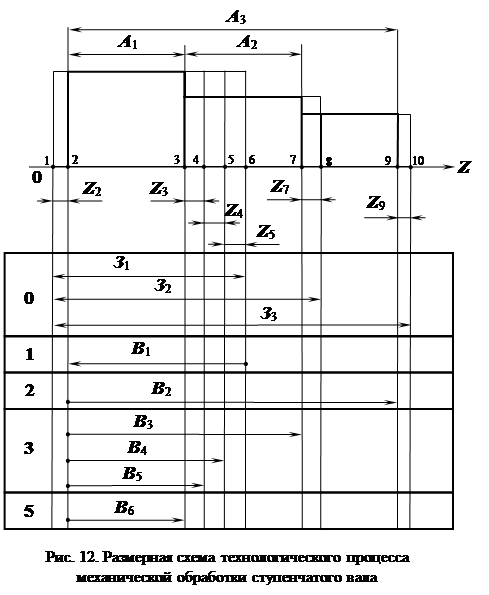
 Схема размерной цепи
Схема размерной цепи



