Устройство широкоуниверсального фрезерного станка
Эти станки предназначаются для выполнения различных работ повышенной точности. Наличие горизонтального и поворотного вертикального шпинделей, а также большого количества принадлежностей (угловой универсальный и круглый столы, делительная, долбежная и быстроходная головки, спирально-фрезерное приспособление и др.) делает станок широкоуниверсальным, удобным для работы в инструментальных цехах при изготовлении технологической оснастки, инструмента, штампов, пресс-форм и других изделий.
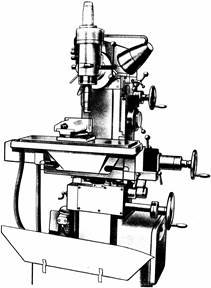
Рис. 59. Схема широкоуниверсального фрезерного станка
На рис. 59 дана схема широкоуниверсального фрезерного станка. Этот станок согласно классификации металлорежущих станков относят к 6-й группе, 7-му типу (например, станок модели 675). Опорой станка служит полое основание, где размещается резервуар для СОЖ и насосная станция, состоящая из электродвигателя и центробежного насоса. В основании также установлен электродвигатель главного привода. К основанию станка крепится станина 1 с вертикальными и горизонтальными направляющими. Внутри станины размещены коробка скоростей и коробка подач, органы управления которых вынесены на боковую поверхность станины. В верхней части станины по горизонтальным направляющим, обеспечивая поперечную подачу Sп, перемещается бабка 6 с горизонтальным шпинделем. К переднему торцу бабки крепят вертикальную головку 5 с вертикальным шпинделем 4. Зажим инструмента в шпинделе производится шомполом. На вертикальных направляющих станины установлен суппорт 2 с горизонтальными направляющими, на которых смонтирован стол 3 для крепления заготовки. В суппорте размещены механизмы, обеспечивающие поступательное перемещение суппорта в вертикальном и стола в горизонтальном (продольном) направлениях. Таким образом, заготовка, установленная на столе, может получать подачу в двух направлениях: в вертикальном S в и в продольном S пр. Для работы с горизонтальным шпинделем вертикальную головку снимают. Выдвигают хобот станка, длинную оправку устанавливают в коническое отверстие шпинделя и затягивают длинным болтом – шомполом. Через свободный конец оправки на нее надевают необходимые установочные кольца и фрезу, затем закрепляют серьгу на хобот так, чтобы правый конец оправки вошел в подшипник серьги. После чего закрепляют серьгу в оправке с помощью гайки (более подробно см. подразд. 2.7.6, рис. 59).
|