Виды конструктивных систем при стеновом несущем остове.
Уравнение кинематического баланса: 1об.шп.∙ iП ∙ iS T1=Sпр мм/об где Т1 – шаг архимедовой спирали кулачка К1. На гранях продольного суппорта базируются инструментальные блоки или шпиндели, которые имеют самостоятельное движение подач (П1’ – П1V). Инструментами продольного суппорта производится обточка детали, обработка центрального отверстия, нарезание резьбы и так далее. С поперечных суппортов обрабатываются фасонные поверхности, прорезка канавок, снятие фасок, отрезка готовой детали. Вспомотательное движение: выполняется при более высокой частоте вращения РВ (поворот шпиндельного блока и барабана с направляющими трубами, разжим, подача прутка, зажим). При этом вращение на РВ передается от двигателя М через кинематическую цепь 1-3-4 при включенной муфте М2. Передаточное отношение этой цепи существенно выше передаточного отношения цепи подач. При нормальной частоте вращение РВ выполняется от соответствующих кулачков, ускоренный подвод/отвод суппортов. Поворот шпиндельного блока с барабаном осуществляется от мальтийского механизма, а зажим, разжим и подача прутка от кулачков Механизм двойной фиксации шпиндельного блока
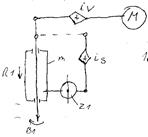
Предназначен для поворота и точной фиксации шпиндельного блока. После каждого цикла обработки шпиндель необходимо повернуть на 1/6 часть оборота и точно зафиксировать. Для точной фиксации служит механизм с двумя элементами: один из которых служит фиксатором-упором (1), другой – фиксирующим рычагом (2), доводящим шпиндельный блок до точного положения, определяемого фиксатором-упором. При двойной фиксации фиксатор-упор входит в базовой отверстие без трения по рабочей поверхности фиксатора. В результате износ фиксатора невелик. Выборка зазора всегда производится в одну сторону. В результате обеспечивается высокая долговечность и точность механизма фиксации. Перед поворотом шпиндельный блок поднимается над базовыми поверхностями на 0,3 – 0,4 мм (для предотвращения износа базовых поверхностей). Вертикально-сверлильные станки. Назначение, кинематика и кинематическая настройка. Сверлильные станки предназначены для сверления глухих и сквозных отверстий, зенкерования, развертывания, растачивания, нарезания резьб. Формообразование осуществляется методом следа. Вертикально сверлильные станки. Назначение: обработка (сверление) отверстий в стали диаметром до 75 мм. Сверление выполняется по кондукторам или разметке. Применение: от единичного до серийного производства. Уравнение кинематического баланса цепи главного движения: nЭ ∙ iП ∙ iV= n мин-1.
Уравнение кинематического баланса цепи подач: 1об.шп. ∙ iП ∙ iS ∙ π×m×z1 = S мм/об Координатно-расточные станки. Особенности устройства и кинематика станка с ЧПУ модели 2Е450АМФ4. Назначение: обработка отверстий, к которым предъявляются высокие требования по точности как диаметра, так и координат отверстий (осей отверстий). Кроме того возможно выполнять чистовое фрезерование, а также использовать для координатной разметки. Область применения: мелкосерийное и серийное производство. Станки универсальные. Особенности конструкций 2Е450АМФ4: Для точных измерений координатных перемещений в станках применяются механические, оптико-механические, электронно-оптические, индукционные и другие датчики обратной связи. Данный станок имеет мощное основание (1), крестовый стол (2), жесткую стойку (3) коробчатой формы, шпиндельную бабку (4) с вертикальным шпинделем, инструментальный магазин (5) с манипулятором инструментов (6). Станок оснащен комбинированной системой с ЧПУ, которая имеет 2 режима работы: 1) режим точного позиционирования, при котором не важно с какой скоростью и траекторией перемещается инструмент, так как в это время обработка не ведется, а важно с высокой точностью переместить инструмент в заданную точку, чтобы потом вести обработку, 2) режим контурной обработки, например фрезерование сложного контура, когда ведестя одновременное управление по 2-3-м координатам. Дискретность расчета координат при этом 1 мкм. При точной координатной обработке столп еремещает деталь в нужную позицию с высокой точностью, а затем при неподвижном столе растачивается отверстие. Подача при этом обеспечивается вертикальным перемещением шпинделя. Для обеспечения высокой точности обработки станки изолируют от воздействия окружающей среды и соседнего оборудования. Для этого станки устанавливают на индивидуальные виброгасящие фундаменты в цехах с постоянными условиями (влажностью, температурой). При этом обеспечивается точность обработки координат отчерстий в пределах 6 мкм. Для обеспечения жесткости, точности, виброустойчивости, долговечности крестовый стол и шпиндельная бабка перемещается по направляющим качения. Наибольшее применение станки нашли в инструментальном производстве для изготовления штампов, пресс-форм, шаблонов и так далее. Техническая характеристика: 1) частота вращения шпинделя 10 – 2000 мин –1, 2) скорости подач 1 – 6000 мм/мин, 3) наибольший диаметр расточки 250 мм, 4) наибольший диаметр сверления 30 мм, 5) число одновременно управляемых координат 3. Главное движение: вращение шпинделя В1 осуществляется от электро двигателя М1 постоянного тока. Частота вращения шпинделя регулируется бесступенчато. Диапазон регулирования расширен за счет двухступенчатого перебора iV. Движение подач: прямолинейное перемещение гильзы шпинделя П1 и крестового стола П2 и П3 осуществляются от высокомоментных двигателей постоянного тока и шарико-винтовых пар. Величина перемещения контролируется датчиками обратной связи (типа индуктосин), скорость перемещения – встроенным в электро двигатель тахогенератором. Вспомогательные движения: 1) установочное перемещение шпиндельной бабки Всп1 осуществляется от привода, аналогичного приводам подач, 2) круговые и линейные перемещения манипулятора для смены инструмента, 3) поворот магазина для поиска инструмента Всп2. Виды конструктивных систем при стеновом несущем остове. 1. Системы с продольно расположенными несущими стенами или, с продольными несущими стенами, расположенными вдоль длинной, фасадной стороны здания и параллельно ей. Таких параллельно расположенных стен может быть две, три, четыре («двухстенка», «трехстенка»…). 2. Системы с поперечно расположенными (с поперечными) несущими стенами. Разновидности: с широким шагом (более 4,8 м); узким шагом (3,0…4,8); со смешанными. 3. Системы с перекрестным расположением несущих стен (перекрестно-стеновая).
|