Лазерные технологические системы
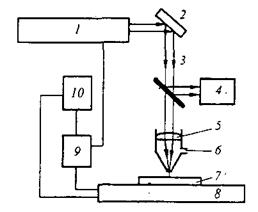
Для реализации лазерной технологии созданы различные лазерно-технологические системы (комплексы) с твердотельным и газовыми лазерами. Лазерные системы могут работать в импульсном (одиночными импульсами), импульсно-периодическом (непрерывными сериями импульсов) и непрерывном режимах и представляют собой комплекс, включающий лазер, формирующий рабочий инструмент пригодный для обработки различных материалов и осуществления разнородных процессов и устройства для программного перемещения луча и заготовки. Структурная схема лазерно-технологической системы показана на рис. 2.
Принцип работы оптического квантового генератора – ОКГ (лазера) рассмотрен: в методических указаниях «Физические основы лазерной обработки материалов». В настоящем пособии следует отметить некоторые особенности лазерного излучения. Так, лазерное излучение отличается от обычных источников света своей направленностью (коллимированностью, от лат. сollimo – «направляю по прямой линии»), рис. 3.
В отличие от электрической лампочки, излучающей свет во всех направлениях, лазер излучает свет, лучи которого почти параллельны друг другу и незначительно расходятся с увеличением расстояния от источника под углом q. Для обеспечения определенного распределения положения лучей в пространстве в излучателях устанавливают специальные диафрагмы, а также фокусируют лучи с помощью стеклянных линз и линз из KCl, NaCl, ZnSe, AsGa. Световой поток электромагнитной энергии, испускаемой излучателем лазерно-технологических систем (см. рис. 2), проходя по энергетическому каналу 3, фокусируется линзой 5, превращаясь в рабочей технологический инструмент. Он формируется и работает на основе принципиально иных закономерностей, чем известные металлорежущие инструменты (резцы, фрезы, сверла, протяжки, абразивный инструмент и т.п.). Лазерный луч отличается от металлорежущего инструмента тем, что не образует стружку; а в поперечном сечении он имеет, как правило, круглую форму. Для превращения лазерного излучения в технологический инструмент его необходимо сфокусировать (сжать) до очень малых размеров пятна (не более 0,01 мм). Кроме этого, примененяя специальные цилиндрические линзы луч можно растянуть в тонкую линию (для обработки, например, узких пазов). Сфокусированный пучок лазерного излучения обладает следующими основными преимуществами перед традиционными металлорежущими инструментами: - им можно обрабатывать мягкие, твердые и сверхтвердые материалы; - он не изнашивается, как обычный инструмент, не требует СОТС; отсутствует стружка, вибрация и т.п.; - создается очень малая тепловая нагрузка на обрабатываемую деталь. Лазерные технологические системы (комплексы) разнообразны и зависят от области их применения. Например, для резки плоских листовых материалов применяют двухкоординатные системы, а для вырезки сложных изделий – многокоординатные. Системы могут обеспечить: перемещение луча относительно неподвижной заготовки; перемещение заготовки относительно неподвижного луча; заданное перемещение заготовки и луча одновременно. На рис. 4 показан лазерный технологический комплекс, включающий все устройства, необходимые для лазерной обработки изделий.
Рис. 4.Лазерный технологический комплекс: 1 – устройство ЧПУ; 2 – система транспортировки излучения; 3 – координатный стол; 4 – лазерная СО2-установка; 5 – шкаф для баллонов с газом; 6 – устройство перекрытия луча; 7 – обрабатываемая загатовка.
В таблице 1 приведены характеристики некоторых лазерных технологических систем для обработки материалов. Таблица 1 Лазерные технологические системы для обработки материалов [1]
На рис. 5 показан лазер на стекле с Nd модели «Лут-2М»
Рис. 5 Импульсный лазер на стекле с Nd модели «Лут-2М»
|