Встречное и попутное фрезерование
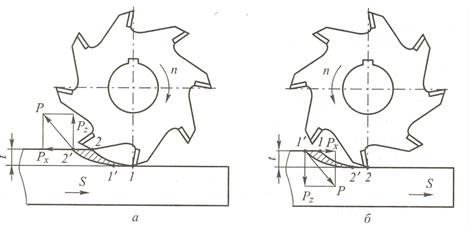
В зависимости от типа фрезы и принципиальной схемы обработки возможно встречное либо попутное фрезерование. Встречное фрезерование, т.е. резание против движения подачи (рис. 3.2.а), происходит при вращении зубьев против направления подачи. При работе по данной схеме зуб срезает металл как бы из-под «корки». Это облегчает обработку заготовок, получаемых литьем в песчаные формы. При такой схеме резания нагрузка на режущую кромку нарастает постепенно, что, безусловно, является положительным фактором. В то же время проскальзывание зуба при врезании ведет к интенсивному изнашиванию инструмента, налипанию стружки и наклепу обрабатываемой поверхности. При этом каждый последующий зуб работает по упрочненному предыдущим зубом слою. В режущем зубе с налипшей стружкой при следующем врезании может произойти выкрашивание режущих кромок, что приведет к еще более интенсивному наклепу и дальнейшему ухудшению шероховатости обработанной поверхности. Кроме того, встречное фрезерование сопровождается повышенными вибрациями, поскольку тангенциальная составляющая Рz силы резания стремится оторвать заготовку от стола, увеличивая при этом зазоры между столом и станиной. В связи с вышеперечисленным схему встречного фрезерования используют только при обработке поверхностей, полученных литьем в песчаные формы.
Рис..3.2.Встречное и попутное фрезерование
При попутном фрезеровании (рис. 3.2.,б) направление вращения зубьев фрезы совпадает с направлением подачи. В этом случае в соответствии с изменением толщины срезаемого слоя вначале нагрузка резко возрастает, а затем постепенно уменьшается. Однако при обработке заготовок, не имеющих на поверхности твердых включений, эта схема существенно эффективней благодаря исключению проскальзывания зуба, повышению виброустойчивости процесса резания и более плавному выходу режущих кромок из обрабатываемого материала. Схему попутного фрезерования широко применяют при обработке конструкционных, жаропрочных и коррозийно – стойких материалов. Однако в связи с быстрым нарастанием нагрузки а момент врезания необходимо обеспечивать высокую жесткость системы СПИД прежде всего в направлении подачи и сводить к минимуму (не более0,1…0,15мм) осевой зазор в паре винт – гайка. При работе торцовыми и концевыми фрезами в зависимости от расположения оси фрезы относительно средней линии обрабатываемой поверхности различают симметричное и несимметричное фрезерование. Наилучшие результаты при обработке жаропрочных и коррозийно – стойких сталей и сплавов показывает схема несимметричного фрезерования, так как в этом случае получается схема попутного фрезерования (при К = 0) или одна из промежуточных (при 0< K<D-t), определяющих условия резания при постепенном переходе от попутного к встречному фрезерованию. Так, стойкость режущего инструмента, оснащенного твердым сплавом ВК6М, при обработке жаропрочного сплава ХН58ВМКЮР и титанового сплава ВТ6 при отношении К/D = 0,045 была более чем в 3 раза выше, чем при К/D = 0,3.
|