Сверление, зенкерование и развертывание отверстий.
Сверлением называется процесс образования отверстия в сплошном материале режущим инструментом – сверлом. Точность обработки не превышает 11…12-го квалитетов и шероховатость поверхности Rz=25…80 мкм. Сверление применяют для получения неответственных отверстий, служащих для облегчения деталей, отверстий под крепежные болты, заклепки, шпильки и т.п., отверстий, предназначенных для дальнейшей обработки: рассверливание, зенкерование, развертывание, нарезания резьбы. Рассверливанием называется операция по увеличению диаметра ранее просверленного отверстия сверлом большего диаметра. Обычно ее выполняют, когда в сплошном металле нужно получить отверстие диаметром более 25 мм. Разница диаметров первого и второго сверла составляет примерно 10…15мм.

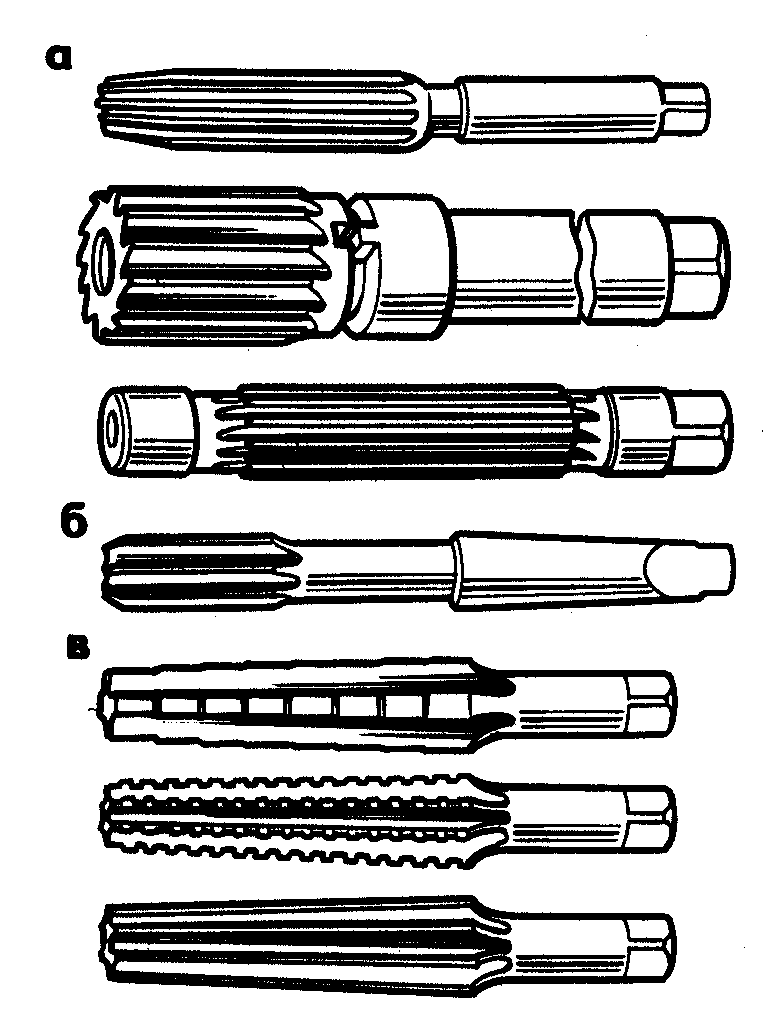
Спиральное сверло состоит из рабочей части и хвостовика. Сверла диаметром до 20 мм изготовляют с цилиндрическим хвостовиком, который иногда снабжают поводком. Сверла диаметром более 6 мм также изготовляют с коническим хвостовиком и лапкой. Переходный участок между рабочей частью и хвостовиком называется шейкой; он служит для маркирования на нем диаметра сверла, марки материала, из которого выполнена режущая часть сверла, и товарного знака завода–изготовителя (рис. 7.2, а, б). Рабочая часть сверла состоит из режущей и направляющей части. Режущая часть сверла (рис. 7.3, а) имеет два зуба с режущими кромками 2 и 6, расположенными под углом 2φ, две канавки 5 и 9 для выхода стружки, две задние поверхности 4 и 8, поперечную режущую кромку (перемычку) 1, наклоненную под углом ψ=550. Зуб сверла имеет форму клина с соответствующими углами (рис. 7.3, б). Передний угол γ сверла в каждой точке режущей кромки является величиной переменной и по мере приближения к центру сверла уменьшается. Задний угол α увеличивается по направлению от периферии к центру сверла.
 
Для увеличения диаметра отверстия, полученного сверлением, литьем или штамповкой, а также для получения конических и цилиндрических углублений, зачистки торцовых поверхностей бобышек и ступиц применяют следующие технологические операции: зенкерование, зенкование и цекование (рис.7.4). Зенкерованием называется процесс обработки предварительно просверленных, штампованных, литых отверстий в целях придания им более правильной геометрической формы (устранение отклонения от круглости и других дефектов), достижения более высокой точности (9...11-го квалитетов) и снижения шероховатости поверхности до Rа=1,25...2,5 мкм. Эта обработка может быть либо окончательной, либо промежуточной (получистовой) перед развертыванием, дающим еще более точные отверстия (6...9-го квалитетов) и шероховатость поверхности до Ra=0,16...1,25 мкм. При обработке точных отверстий диаметром менее 12 мм вместо зенкерования применяют сразу развертывание.

Зенкованием называется процесс обработки специальным инструментом- зенковками конических углублений и фасок под головки болтов, винтов, заклепок. В отличие от зенкеров зенковки имеют режущие зубья на торце иногда и направляющие цапфы, которыми зенковки вводятся в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного зенковкой углубления под головку винта. Крепление зенкеров и зенковок на сверлильных станках ничем не отличается от крепления сверл. Развертыванием называется процесс окончательной чистовой обработки отверстий, обеспечивающий высокую точность размеров и шероховатость поверхности в пределах Ra=1,25...0,16 мкм. Развертывание отверстий выполняют как на сверлильных и других металлообрабатывающих станках, так и вручную при слесарной и слесарно-сборочной обработке. Ручные развертки (рис.7.5, а) – с прямым и винтовым зубом, насадная, регулируемая – снабжены квадратным концом на хвостовике для вращения их с помощью воротка.
|