Определение размеров отливки, полученной двумя способами
При объёме выпуска деталей  = 10000 шт/год, учитывая наибольшие габариты и простую форму, можно выбрать два способа получения отливки: литьём в ПГФ в формы средней плотности (120…160 кПа) и литьём в кокиль с песчаными стержнями (с помощью песчаного стержня формируется центральное отверстие). = 10000 шт/год, учитывая наибольшие габариты и простую форму, можно выбрать два способа получения отливки: литьём в ПГФ в формы средней плотности (120…160 кПа) и литьём в кокиль с песчаными стержнями (с помощью песчаного стержня формируется центральное отверстие).
Результаты расчёта припусков и размеров отливки, полученной литьём в ПГФ, сведены в табл. 20, а литьём в кокиль, в табл. 21.
В качестве примера приведём расчеты припусков для размера детали (рис. 5). а) Размер 20  14. 14.
Допуск размера детали

Средний размер детали рассчитан по формуле (5)

Допуск формы детали рассчитан по формуле (6)
Размер 20  14 задан между двумя плоскостями, причём левая плоскость имеет шероховатость 14 задан между двумя плоскостями, причём левая плоскость имеет шероховатость  = 6,3 мкм, а правая = 1,6 мкм (рис.5, а). Поэтому левая плоскость будет иметь окончательную черновую обработку, а правая – чистовую (см. табл. 1). = 6,3 мкм, а правая = 1,6 мкм (рис.5, а). Поэтому левая плоскость будет иметь окончательную черновую обработку, а правая – чистовую (см. табл. 1).
Ориентировочный припуск на левую и правую плоскости будет равен  1,5 мм (см. табл. 2). 1,5 мм (см. табл. 2).
Ориентировочный размер отливки  для размера, соединяющего две механические обрабатываемые плоскости рассчитан по формуле (6) для размера, соединяющего две механические обрабатываемые плоскости рассчитан по формуле (6)

Таблица 20 – Результаты расчёта размеров отливки, полученной литьём в ПГФ
| №
| Характеристика детали
| Вид обработки по Rл Rа
| По.р., мм
| Lор, мм
| Др, мм
| Дф., мм
| До, мм
| Др.д. / Др
| Вид обработки по Др.д. / Др
| Дф.д. / Дф
| Вид обработки по Дф.д. / Дф
| По, мм
| П, мм
| Lо, мм
| | Размер детали l д, , мм
| Др.д., мм
| Lд.с., мм
| Дф.д., мм
| Rа , мкм
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Æ105-0,8
| 0,87
| 104,57
| 0,43
| 6,3
| чёрн.
| 2,5
| 109,57
| 1,8
| 0,8
| 2,2
| 0,54
| чёрн.
| 0,60
| чёрн.
| 1,0
| 2,1
| 108,8±0,9
| |
| Æ68-0,046
| 0,046
| 67,98
| 0,023
| 1,6
| чист.
|
| 71,98
| 1,8
| 0,8
| 2,5
| 0,03
| чист.
| 0,03
| полу-чист.
| 1,5
| 3,1
| 74,2±0,9
| |
| Æ60+0,046
| ,046
| 60,02
| 0,016
| 2,5
| чист.
| 1,5
| 63,02
| 1,4
| 0,8
| 2,0
| 0,03
| тонк.
| 0,03
| чист.
| 1,7
| 3,1
| 53,8±0,7
| |
| Æ42+0,62
| 0,62
| 42,31
| 0,31
| 6,3
| чёрн.
| 1,5
| 45,31
| 1,4
| 0,8
| 2,0
| 0,44
| чёрн.
| 0,39
| чёрн.
| 1,0
| 1,9
| 38,5±0,7
| |
| 20±0,52
| 0,52
| 19,74
| 0,012
| 6,3
1,6
| чёрн.
чист.
| 1,5
| 22,74
| 1,1
| 0,8
| 1,8
| 0,47
| чёрн.
| 0,02
| чист.
| 1,0
1,5
| 1,8
2,6
| 24,1±0,5
| |
| 12±0,215
| 0,43
|
| 0,215
| 2,5
1,6
| чист.
| 1,5
| 12,00
| 1,1
| 0,8
| 1,8
| 0,39
| чёрн.
| 0,22
| чёрн.
| 1,5
1,5
| 2,6
2,6
| 12,0±0,5
| |
| 10±0,17
| 0,34
|
| 0,06
| 2,5
1,6
| чист.
| 1,5
| 13,00
| 0,9
| 0,8
| 1,8
| 0,38
| чёрн.
| 0,08
| чист.
| 1,5
| 2,6
2,6
| 10,0±0,4
|
Таблица 21 – Результаты расчета размеров отливки, полученной литьем в кокиль
| №
| Др, мм
| Дф, мм
| До, мм
| Др.д./Др
| Вид обработки по Др.д./Др
| Дф.д./Дф
| Вид обработки по Дф.д./Дф
| По, мм
| П, мм
| Lотл., мм
| |
|
|
|
|
|
|
|
|
|
|
| |
| 1,4
| 0,5
| 1,6
| 0,69
| Чернов.
| 0,96
| Чернов.
| 1,0
| 1,6
| 107,8±0,7
| |
| 1,4
| 0,5
| 1,6
| 0,03
| Чистов.
| 0,05
| Получист.
| 1,5
| 2,5
| 73,0±0,7
| |
| 1,1
| 0,5
| 1,4
| 0,04
| Тонкая
| 0,03
| Чистов.
| 1,5
| 2,4
| 55,2±0,5
| |
| 1,1
| 0,5
| 1,4
| 0,56
| Чернов.
| 0,62
| Чернов.
| 1,0
| 1,5
| 39,3±0,5
| |
| 0,9
| 0,5
| 1,2
| 0,57
| Чернов.
| 0,02
| Чистов.
| 1,0
| 1,3
2,0
| 23,0±0,4
| |
| 0,9
| 0,5
| 1,2
| 0,47
| Чернов.
| 0,43
| Чернов.
| 1,5
| 1,9
2,0
| 12,0±0,4
| |
| 0,7
| 0,5
| 1,2
| 0,48
| Чернов.
| 0,12
| Получист.
| 1,5
| 1,9
2,0
| 10,0±0,3
|
Наибольший габаритный размер детали
 (рис. 5, а), (рис. 5, а),


Параметр габарита  =2 (табл. 4 3). =2 (табл. 4 3).
Параметр типа сплава  =3 для термообрабатываемых чугунов (табл. 5 4). =3 для термообрабатываемых чугунов (табл. 5 4).
Далее расчёт удобно вести параллельно для двух способов получения отливки.
| Литье в ПГФ
| Литье в кокиль
| | 10 Параметр размерной точности отливок определяется:
| по формуле (13)

| по формуле 12

| 11 Параметр размерной точности  определен из табл. 6. определен из табл. 6.
|  = 9 = 9
| = 8
| 12 Параметр номинальных размеров отливки  = 4 для = 4 для  (табл. 6). (табл. 6).
| 13 Вспомогательный параметр В определен для четных значений параметра  = 4 по формуле (16) = 4 по формуле (16)
| 
| 
| | 14 Допуск размеров отливки определен из табл. 2
|  = 1,1 мм = 1,1 мм
|  = 0,9 мм = 0,9 мм
| 15 В качестве наименьшего размера  выбрана толщина фланца на детали (рис.5, а) выбрана толщина фланца на детали (рис.5, а)
 Из приложения 2 (табл. 4П) допуск этого размера равен
Из приложения 2 (табл. 4П) допуск этого размера равен  , тогда , тогда
 Наибольший размер отливки
Наибольший размер отливки  .
Отношение .
Отношение  рассчитано по формуле (17) рассчитано по формуле (17)

| 16 Параметр элемента отливки  (табл. 8). (табл. 8).
| 17 Параметр литейной формы  для термообрабатываемых отливок выбран из табл.9 для термообрабатываемых отливок выбран из табл.9
| Для ПГФ – однократной формы

| Для кокиля – многократной формы

| 18 Параметр коробления  рассчитан по формуле (18) для отливок из черных сплавов рассчитан по формуле (18) для отливок из черных сплавов
| 
| 
| 19 Параметр номинального размера  (табл. 10) (табл. 10)
| | 20 Степень коробления отливки рассчитана по формуле (19)
| 
| 
| | 21 Допуск формы и расположения поверхностей отливки (табл. 11) равен
| 
| 
| 22 Параметр допуска размера  (табл. 12) равен (табл. 12) равен
| 
| 
| 23 Параметр формы  (табл. 13) равен (табл. 13) равен
|  = 4 = 4
| = 2
| 24 Параметр  рассчитан по формуле (20) рассчитан по формуле (20)
| 
| 
| | 25 Общий допуск элементов отливки определен из табл. 14
| 
| 
| | 26 Отношение допуска размера детали к допуску размера отливки
| 
| 
| 27. Вид механической обработки по отношению  табл.15) табл.15)
| | черновая
| черновая
| | 28 Отношение допуска формы и взаимного расположения поверхностей детали
| 
| 
| 29 Вид механической обработки по отношению 
| | чистовая
| чистовая
| 30 Параметр общего допуска элементов  определен по табл. 16 определен по табл. 16
| | =+10
| =+4
| | 31 Степень точности поверхности отливки рассчитана
| по формуле (26)

| по формуле (25)

| | 32 Ряд припусков определен по табл. 17
| | Ряд припусков – 6
| Ряд припусков – 5
| 33 Параметр ряда припусков  выбран по табл. 18 выбран по табл. 18
| | = +2
| = +1
| | 34 Окончательно выбран вид механической обработки для левой плоскости – «черновая», а для правой – «чистовая». Эти виды обработки подчеркнуты в столбце 7 табл. 20.
| 35 Величины общего припуска определены из табл. 19:
а) на левую плоскость – (черновая обработка)
 б) на правую плоскость – (чистовая обработка)
б) на правую плоскость – (чистовая обработка)

| | 36 Общий припуск на сторону рассчитан по формуле (28)
| 

| 

| | 37 Номинальный размер отливки для толщины рассчитан по формуле (29)
| 
| 
| | 38 Размер отливки по формуле (32) равен
| 
| 
| | 39 Упрощённые схемы расположения отливки а ПГФ и кокиле представлены на рис. 6 Упрощение заключается в том, что не показаны опоки и литниковая система, а также конструкция кокиля.
40 Упрощённые эскизы отливок в ПГФ и кокиль представлены на рис. 7. Упрощение заключается в том, что не указаны: контур детали, припуски, черновые базы и технические требования. Данного упрощения достаточно для расчета массы отливок.
|  Рис.6 – Упрощенные схемы расположения отливок крышки
а – в ПГФ, б – в кокиль; 1 – верхняя полуформа, 2 – полость формы,
3 – нижняя полуформа, 4 – песчаный стержень, 5 – правая половина кокиля,
6 – левая половина кокиля
Рис.6 – Упрощенные схемы расположения отливок крышки
а – в ПГФ, б – в кокиль; 1 – верхняя полуформа, 2 – полость формы,
3 – нижняя полуформа, 4 – песчаный стержень, 5 – правая половина кокиля,
6 – левая половина кокиля
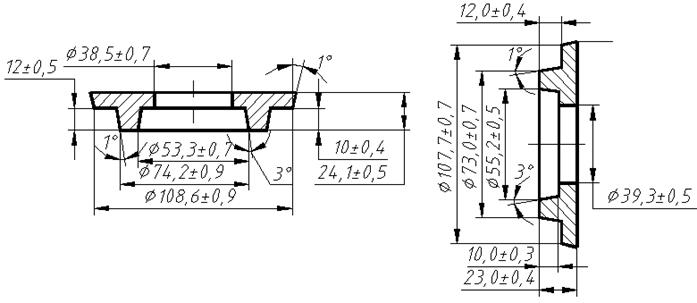 Рис. 7 – Упрощённые эскизы отливок крышки:
а, в ПГФ, б – в кокиль.
Литейные уклоны: наружные – 1°, внутренние – 3°.
Рис. 7 – Упрощённые эскизы отливок крышки:
а, в ПГФ, б – в кокиль.
Литейные уклоны: наружные – 1°, внутренние – 3°.
| | 41 На основе эскизов (рис. 7) рассчитаны массы отливок. Общий объём отливки представлен в виде суммы объёмов двух сплошных усечённых конусов, одного «полого» усечённого конуса и одного полого цилиндра.
| 
| (37)
| а) Расчёт объёма первого усечённого конуса
| 

| 

| б) Расчет объема второго усечённого конуса

| 
| 
| в) Расчёт объёма третьего «полого» усечённого конуса
| 
| 
| г) Расчёт объёма «полого» цилиндра

| 
| 
| | д) Общий объем отливки
| 
| 
| е) Масса отливки

| 
| 
| | | | | | |

Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит. Multisim оперирует с двумя категориями...
|

Композиция из абстрактных геометрических фигур Данная композиция состоит из линий, штриховки, абстрактных геометрических форм...
|

Важнейшие способы обработки и анализа рядов динамики Не во всех случаях эмпирические данные рядов динамики позволяют определить тенденцию изменения явления во времени...
|

ТЕОРЕТИЧЕСКАЯ МЕХАНИКА Статика является частью теоретической механики, изучающей условия, при которых тело находится под действием заданной системы сил...
|
Прием и регистрация больных Пути госпитализации больных в стационар могут быть различны. В центральное приемное отделение больные могут быть доставлены:
1) машиной скорой медицинской помощи в случае возникновения острого или обострения хронического заболевания...
ПУНКЦИЯ И КАТЕТЕРИЗАЦИЯ ПОДКЛЮЧИЧНОЙ ВЕНЫ
Пункцию и катетеризацию подключичной вены обычно производит хирург или анестезиолог, иногда — специально обученный терапевт...
Ситуация 26. ПРОВЕРЕНО МИНЗДРАВОМ
Станислав Свердлов закончил российско-американский факультет менеджмента Томского государственного университета...
|
В эволюции растений и животных. Цель: выявить ароморфозы и идиоадаптации у растений Цель: выявить ароморфозы и идиоадаптации у растений. Оборудование: гербарные растения, чучела хордовых (рыб, земноводных, птиц, пресмыкающихся, млекопитающих), коллекции насекомых, влажные препараты паразитических червей, мох, хвощ, папоротник...
Типовые примеры и методы их решения. Пример 2.5.1. На вклад начисляются сложные проценты: а) ежегодно; б) ежеквартально; в) ежемесячно Пример 2.5.1. На вклад начисляются сложные проценты: а) ежегодно; б) ежеквартально; в) ежемесячно. Какова должна быть годовая номинальная процентная ставка...
Выработка навыка зеркального письма (динамический стереотип) Цель работы: Проследить особенности образования любого навыка (динамического стереотипа) на примере выработки навыка зеркального письма...
|
|
