Токарно-винторезный станок модели 1А62
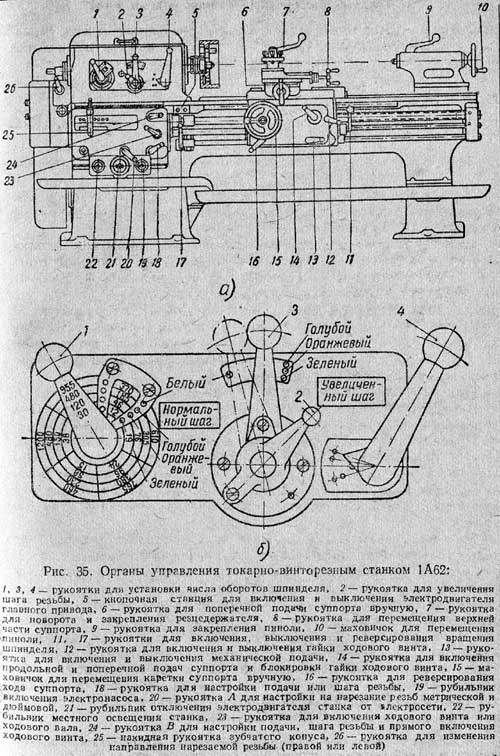
Токарно-винторезный станок 1А62 производства завода «Красный пролетарий» (рис. 35) является одним из наиболее распространенных станков на наших машиностроительных заводах. Техническая характеристика станка. Высота центров над станиной 200 мм. Расстояние между центрами 750, 1000 и 1500 мм. Наибольший диаметр точения над станиной 400 мм, над суппортом 210 мм. Наибольший диаметр прутка, проходящего через отверстие шпинделя, 37 мм. Количество рабочих скоростей шпинделя 24. Управление станком. На рис. 35 показаны органы управления станком 1А62 и указаны назначения всех рукояток, маховичков и рычагов. Включение электродвигателя производится нажатием кнопки «Пуск», а остановка — нажатием кнопки «Стоп» кнопочной станции 5, расположенной на станине, под передней бабкой. Включение вращения шпинделя производится рукоятками 17 или 11, управляющими пусковой фрикционной муфтой. Если рукоятку 11 повернуть вверх, шпиндель начнет вращаться (прямой ход); если же рукоятку 11 установить в среднее положение, вращение шпинделя выключается. Чтобы изменить направление вращения шпинделя, нужно рукоятку 11 опустить вниз. Для изменения числа оборотов шпинделя служат рукоятки 1, 3 и 4, устанавливаемые в различные положения; эти рукоятки управляют набором зубчатых колес коробки скоростей (рис. 35, б). Рукоятка 2 служит для увеличения шага резьбы в 4 и в 16 раз. Изменение величины подачи, а также установку шага резьбы производят при помощи рукояток 25, 20, 18 и 24. К коробке подачи прикреплена табличка, на которой указано, какая подача или какой шаг резьбы соответствует различным положениям этих рукояток. Для включения ходового винта (при нарезании резьбы) или ходового вала (при продольном или поперечном точении) служит рукоятка 23. Маховичок 15 служит для перемещения каретки суппорта вручную. Включение продольной или поперечной подачи производится рукояткой 14. Направление хода суппорта при точении изменяется рукояткой 16. Рукоятка 12 служит для включения и выключения гайки ходового винта. Рукоятки 14 и 12 сблокированы: одновременное их включение невозможно. Для включения и выключения механической подачи служит рукоятка 13, расположенная на передней стенке фартука. Рукоятка 6 служит для поперечной подачи суппорта вручную, рукоятка 8 — для ручного перемещения верхней части суппорта.
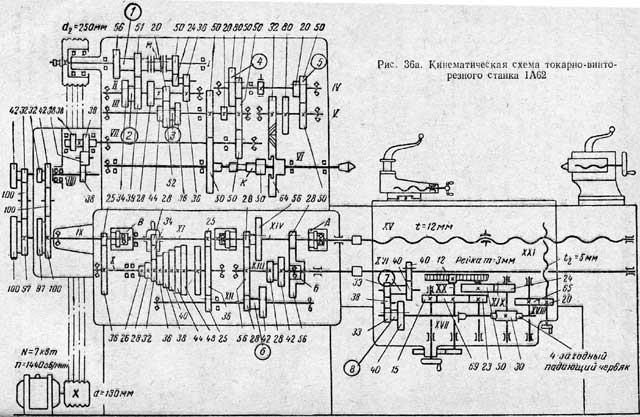
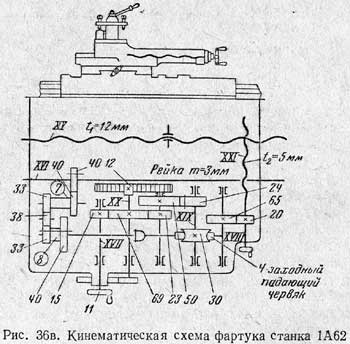
Для поворота и закрепления резцовой головки резцедержателя служит рукоятка 7. Рукояткой 9 производят закрепление пиноли задней бабки, маховичком 10 — передвижение пиноли. На рис. 36а показана кинематическая схема станка 1А62. Привод главного движения. Электродвигатель (мощность 7 квт, п = 1440 об/мин) через клиноременную передачу со шкивами d130 и d250 мм приводит во вращение приводной вал I коробки скоростей. На валу I сидит сдвоенная фрикционная пластинчатая муфта М, при помощи которой осуществляется пуск, останов и изменение направления вращения шпинделя при включенном электродвигателе. Если сжать пластины левой половины муфты М, то получит вращение блок 1 с зубчатыми колесами г = 56 и z = 51, осуществляющий рабочее вращение шпинделя. При сжатии пластин правой половины муфты М получает вращение колесо z = 50, осуществляющее обратное вращение шпинделя. С зубчатыми колесами z = 56 и z = 51 блока / могут сцепляться соответственно колеса z = 34 и z = 39 блока 2, который можно передвигать вдоль шлицевого вала II. Таким образом, валу II можно передавать два различных числа оборотов в минуту. От вала II через зубчатые колеса z = 28, z = 20 и z = 36 и передвигаемый блок 3 с колесами z = 44, z = 52 и z = 36 вращение передается валу III, благодаря чему этот вал может получить 2x3 = 6 разных чисел оборотов в минуту. Если при помощи кулачковой муфты К, сидящей на шпинделе, включить зубчатое колесо z = 50, свободно сидящее на шпинделе VI слева, то вращение от вала III передается непосредственно шпинделю через колеса z = 50 и z = 50, благодаря чему он может получить шесть разных чисел оборотов в минуту. Если же при помощи муфты К включить колесо z = 64, сидящее на шпинделе справа, то вращение от вала III через неподвижно сидящие на нем зубчатые колеса z = 20 и z = 50 может передаваться на передвигаемый по валу IV блок 4, состоящий из двух колес z = = 80 и z = 50, благодаря чему вал IV может иметь 2x3x2=12 различных чисел оборотов в минуту. Блок 5 с колесами z = 20 и z = 50, передвигаемый по валу IV, передает вращение колесам z = 80 или z = 50, неподвижно сидящим на валу V. Этот вал может иметь 2x3x2x2 = 24 разных числа оборотов в минуту. От вала V через косозубое колесо z = 32 вращение передается косозубому колесу z — 64, сидящему на шпинделе. Таким образом, шпиндель может получить 6 + 24 = 30 скоростей, из которых разных скоростей будет 24, а остальные шесть — повторяющиеся. Изменение чисел оборотов шпинделя производится тремя рукоятками 1, 3 и 4, расположенными с передней стороны коробки скоростей (cм. рис. 35, а и б). Числа оборотов шпинделя в минуту, получающиеся при различных положениях этих рукояток, приведены в паспорте станка (см. приложение 1, стр. 298). Рукоятка 1 наглухо соединена с диском (см. рис. 35, б), на котором по четырем концентрическим окружностям указаны числа оборотов шпинделя в минуту: Над диском расположена неподвижная рамка с радиально расположенным окошком. Когда поворачивают рукоятку 1, то вместе с ней поворачивается диск, и в окошке появляются очередные четыре числа, обозначенные на диске. На боковых стенках рамки, на уровне каждой окружности диска, имеются кружочки, закрашенные четырьмя различными цветами: у первой окружности — белым, у второй — голубым, у третьей — оранжевым и у четвертой — зеленым. Рукоятка 3 может устанавливаться в два крайних положения — крайнее правое и крайнее левое. На корпусе бабки у крайнего правого положения имеются три кружочка, окрашенные в голубой, оранжевый и зеленый цвета; у крайнего левого положения имеется кружочек, окрашенный в белый цвет. Рукоятка 4 имеет четыре положения, причем каждому из них соответствует кружочек, окрашенный соответственно в голубой, оранжевый, зеленый и белый цвета. Для настройки станка на нужное число оборотов поворачивают рукоятку 1 с таким расчетом, чтобы в окошке неподвижной рамки появилось число, соответствующее нужному числу оборотов шпинделя. Цвет кружочка, расположенного на боковой стенке у нужного числа оборотов, покажет, в какое положение нужно повернуть рукоятку 4 (причем цвета кружочков у рукоятки 1 и рукоятки 4 должны быть одинаковые). Рукоятка 3 устанавливается в крайнее правое положение при любом цвете на рамке рукоятки 1, кроме белого цвета. Если на рамке рукоятки 1 у нужного числа оборотов появится белый цвет, рукоятку 3 поворачивают в крайнее левое положение, т. е. к кружочку, окрашенному белым цветом. Допустим, требуется настроить станок на скорость шпинделя, равную 185 об/мин. Для этого поворачиваем рукоятку 1 до появления в рамке чисел 12, 46, 185, 370, как показано на рис. 35, б. На рамке возле числа 185 замечаем кружок, окрашенный в голубой цвет, следовательно, рукоятку 4 поворачиваем также до положения, соответствующего кружку голубого цвета, а рукоятку 3 поворачиваем в крайнее правое положение, соответствующее голубому, оранжевому и зеленому кружкам. Допустим, требуется настроить станок на 1200 оборотов шпинделя в минуту. Устанавливаем рукоятку 1 до появления в рамке числа 1200. На боковой стенке рамки у этого числа окажется кружок, окрашенный в белый цвет. Следовательно, рукоятку 4 нужно установить в положение, соответствующее кружку белого цвета, а рукоятку 3 повернуть в крайнее левое положение. Привод движения подачи. Движение подачи осуществляется следующим образом (см. рис. 36а). Широкое зубчатое колесо z = 50, являющееся частью муфты K и сидящее на шпинделе на направляющей шпонке, сцепляется с передвижным колесом z = 50, сидящим на валу VII. На левом конце вала VII сидят на шпонке два колеса z = 38 и z = 38, которые передают вращение валу VIII по схеме С вала VIII движение передается на вал IX через колеса гитары Дальнейшая передача вращения коробке подач (см. рис. 366) осуществляется по следующим трем направлениям: Первое направление (используется при точении и при нарезании метрических и модульных резьб). От вала IX вращение передается валу X при сцеплении зубчатого колеса z = 25 с колесом 2 = 36, как показано на рис. 36б. Далее от вала X вращение передается на вал XI через одно из восьми зубчатых колес зубчатого конуса, закрепленного на валу X, посредством накидного колеса z = 34 и колеса z = 28, сидящего на скользящей шпонке на валу XI. Таким образом, вал XI может иметь восемь различных чисел оборотов в минуту. Далее, через колесо z = 25, закрепленное на правом конце вала XI, вращение передается на вал XII через паразитное колесо z — 36, свободно сидящее на валу X, и колесо z = 25, передвинутое на валу XII в правое положение. В результате вал XII, так же как и вал XI, может получить восемь различных чисел оборотов в минуту. От вала XII вращение передается на вал XIII при помощи блока 6 из двух зубчатых колес, передвигаемого по валу XII. При передвижении блока 6 влево, как показано на рис. 36б, вращение на вал XIII передается через зубчатые колеса z = 28 и z = 56, а при передвижении вправо — через колеса z = 42 и z = 42. Таким образом, вал XIII получает 8x2 = 16 различных чисел оборотов в минуту. От вала XIII вращение передается на вал XIV через колеса z= 56 и z = 28 либо через колеса z = 28 и z = 56. Следовательно, вал XIV получает 8 X 2 X 2 = 32 различных числа оборотов в минуту. Передвигая колесо z = 28 по валу XIV вправо и сцепляя его с колесом А внутреннего зацепления, играющим роль кулачковой муфты, передаем вращение ходовому винту XV. При передвижении того же колеса г = 28 по валу XIV влево сцепляем его с колесом-муфтой Б, сидящим на ходовом валу XVI, и передаем движение этому валу.
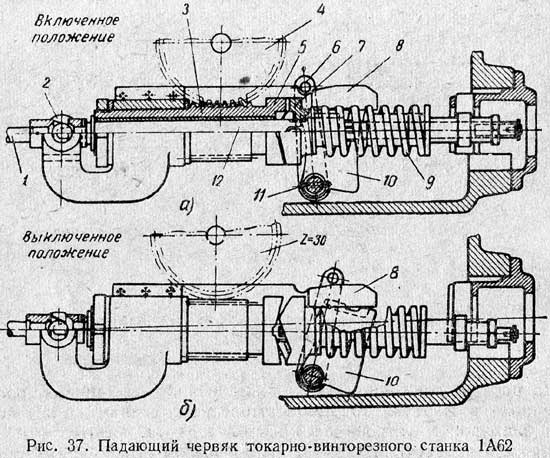
Второе направление (используется при точении и нарезании дюймовых резьб). От вала IX вращение передается непосредственно на вал XI (см. рис. 366) при передвижении зубчатого колеса z = 25 вправо, при этом его зубья входят во впадины колеса В внутреннего зацепления, закрепленного на левом конце вала XI и являющегося в данном случае просто кулачковой муфтой. От этого вала вращение передается на вал X через колесо z = 28 и накидное колесо z = 34, которое в свою очередь может сцепляться с одним из восьми колес зубчатого конуса, закрепленного на валу X. Таким образом, вал X может иметь восемь различных чисел оборотов в минуту. Далее с вала X вращение передается на вал XII через колеса z = 36 и z = 25 при передвижении колеса z = 25 по валу XII в левое положение. Дальнейшая передача вращения от вала XII к ходовому винту X V или ходовому валу XVI осуществляется так же, как и по первому способу, описанному выше. От ходового вала XVI движение передается либо реечному колесу z=12 (см. рис. 36а и Збв), либо ходовому винту поперечной подачи XXI с шагом t2 = 5 мм. Движение продольной подачи идет через фартук (рис. 36в) по следующей схеме: от ходового вала XVI через реверсирующий механизм Вращение винту поперечной подачи XXI передается по следующей схеме: от ходового вала XVI через реверсирующий механизм Третье направление. От вала IX вращение передается непосредственно через валы XI и XIV. Передача вращения ходовому винту по указанному способу производится при нарезании резьб повышенной точности; нужный шаг резьбы подбирают при помощи сменных колес гитары. Падающий червяк. Четырехзаходный червяк в фартуке станка 1А62 автоматически выключается, когда чрезмерно возрастает сопротивление движению суппорта, например, в момент соприкосновения его с продольным или поперечным упорами либо вследствие внезапной перегрузки резца от случайных препятствий. Это устройство называется падающим червяком, потому что при перегрузке червяк выпадает из зубьев червячного колеса, и дальнейшее перемещение суппорта прекращается. Устройство падающего червяка показано на рис. 37. Червяк 3 свободно сидит на валу 12, который при помощи шарнирной муфты 2 соединен с валом 1, получающим вращение от ходового вала. Червяк 3 с правой стороны имеет муфту 5 со скошенными торцовыми кулачками. Этими кулачками она сцепляется с другой половиной муфты 7, которая может скользить по шлицам вала 12. Пружина 9 прижимает муфту 7 к скошенным кулачкам муфты 5, благодаря чему червяк приводится во вращение от вала 1. Червяк, в свою очередь, передает вращение червячному колесу 4 (z = 30), от которого приводятся в движение механизмы продольной и поперечной подач суппорта.
Когда суппорт встречает какое-либо препятствие на своем пути, нагрузка на червячное колесо 4 сильно возрастает. В соответствии с этим будет возрастать сопротивление вращению червяка 3. Когда сопротивление выйдет за пределы допустимого, правая половина муфты 7, продолжающая вращаться, начнет отходить вправо, сжимая пружину 9. Перемещаясь вправо, муфта 7 отодвинет кронштейн 10, который при помощи планки 8 поддерживает червяк в зацеплении с червячным колесом (рис. 37, а). При отодвигании кронштейна 10 вправо (рис. 37, б) червяк, не поддерживаемый больше планкой 8, под действием собственного веса падает вниз, выходит из зацепления с червячным колесом z = 30, и подача прекращается. Включение червяка производится поворотом рукоятки, заклиненной на валу 11. Необходимо, однако, иметь в виду, что это предохранительное устройство действует только при работе от ходового вала. Поэтому при нарезании резьбы от ходового винта нельзя пользоваться жесткими упорами. Механическая блокировка подач. Как указывалось выше, для предупреждения неправильных включений, которые могут привести к поломке станка, инструмента или ранению рабочего, в механизмах токарных станков обычно имеются блокировочные устройства. Конструкции блокировочных устройств токарных станков весьма разнообразны.
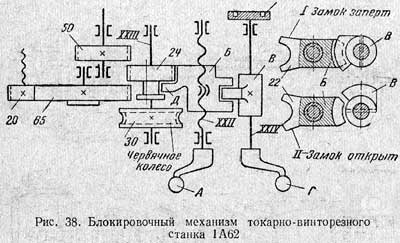
На рис. 38 показана схема блокировочного механизма, расположенного в фартуке токарно-винторезного станка 1А62. Механизм блокировки устроен следующим образом. Рукоятка А, закрепленная на винте XXII с большим шагом резьбы, служит для перемещения гайки Б с вилкой Д. Эта вилка, передвигая зубчатое колесо z = 24 вдоль вала XXIII, сцепляет его либо с колесом z = 50 при включении продольной подачи, либо с колесом z = 65 при включении поперечной подачи (см. рис.)36в. При среднем положении колеса z = 24, как показано на рис. 38, ни продольная, ни поперечная подачи не включены. В этом случае гайка Б находится в таком положении, при котором выступ втулки В свободно проходит через прорезь гайки Б и, таким образом, вал XXIV можно вращать в любом направлении. Вращением вала XXIV с помощью рукоятки Г производится включение ма-точяой гайки. Таким образом, при выключенной подаче от ходового вала можно, вращая рукояткой Г вал XXIV, включать замок маточной гайки. При запертом замке положение I (на рис. 38, справа) выступ втулки В входит в вырез гайки Б и не позволяет перемещать ее ни в ту, ни в другую сторону, т. е. не позволяет включить подачу от ходового вала. При открытом замке (положение II на рис. 38, справа) выступ втулки В выходит из выреза гайки Б и позволяет, перемещая ее включать подачу от ходового вала. При этом выступы сместившейся гайки Б не позволяют повернуть рукоятку Г влево и замкнуть замок ходового винта.
|
 или
или  (реверс).
(реверс). (при точении и нарезании метрических и дюймовых резьб) или через колеса
(при точении и нарезании метрических и дюймовых резьб) или через колеса  (при нарезании модульных резьб).
(при нарезании модульных резьб).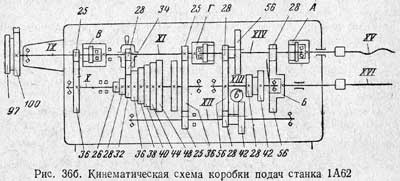
 или
или  на вал XVIII, далее через червячную передачу (четырехзаходный червяк и червячное колесо z = 30) на вал XIX и затем через цилиндрические колеса
на вал XVIII, далее через червячную передачу (четырехзаходный червяк и червячное колесо z = 30) на вал XIX и затем через цилиндрические колеса  к реечному колесу z = 12.
к реечному колесу z = 12. на вал XVIII, затем через червячную передачу
на вал XVIII, затем через червячную передачу  на цилиндрические колеса
на цилиндрические колеса  и поперечный винт.
и поперечный винт.