Токарные автоматы
В крупносерийном и массовом производствах для токарной обработки применяют токарные автоматы и полуавтоматы.
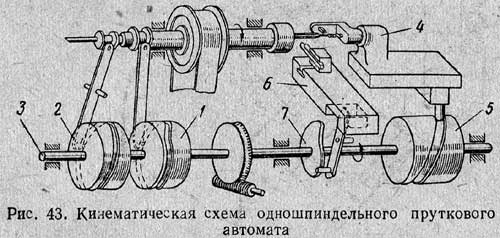
Автоматами называются станки, на которых, после того как станок налажен, обработка производится без непосредственного участия рабочего. Все движения в этих станках (установка и закрепление детали, подвод и отвод инструмента, переключение механизмов станка и др.) производятся автоматически. В обязанности рабочего, обслуживающего автомат, входит периодическая загрузка станка материалом, периодический контроль качества изготовляемых деталей, общее наблюдение за работой автомата. Токарные автоматы подразделяются на одношпиндельные и многошпиндельные. Одношпиндельные токарные автоматы могут обрабатывать детали из прутка или из штучных заготовок. На рис. 43 показана кинематическая схема одношпиндельного пруткового токарного автомата. Управление работой автомата осуществляется распределительным валом 3, на котором закреплены барабаны и кулачки, приводящие в движение различные части автомата. Так, барабан 2 управляет подачей прутка, барабан 1 — зажимом прутка, кулачок 7 — перемещением поперечных салазок 6 суппорта, барабан 5 — перемещением суппорта 4 продольной подачи. Деталь окончательно изготовляется в течение одного оборота распределительного вала 3. Полуавтоматами называются станки, отличающиеся от автоматов лишь тем, что снятие готовой детали и установка новой заготовки производятся рабочим, обслуживающим станок. Обработка же деталей производится, как и у автомата, без участия рабочего. К станкам, работающим по полуавтоматическому циклу, относятся современные многорезцовые токарные станки.
|