Токарно-винторезный станок модели 1К62
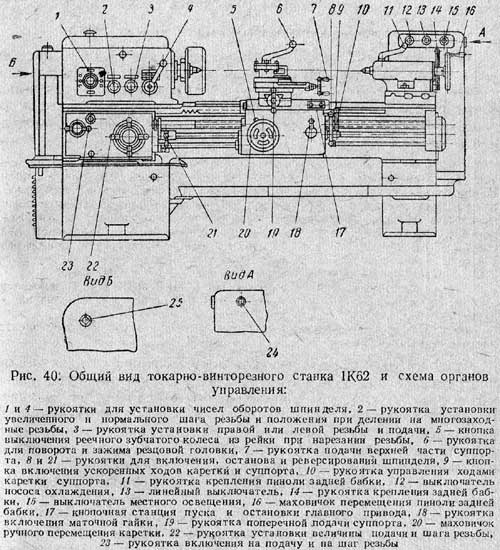
Универсальный токарно-винторезный станок 1К62 (рис. 40) выпускается заводом «Красный пролетарий» им. А. И. Ефремова взамен станка 1А62 и предназначен, как и последний, для выполнения самых разнообразных токарных работ, в том числе и для нарезания всевозможных резьб: метрической, дюймовой, модульной и других. Техническая характеристика станка. Высота центров над станиной 215 мм. Расстояние между центрами 710, 1000 и 1400 мм. Наибольший диаметр точения над станиной 400 мм. Наибольший диаметр точения над нижней частью суппорта 220 мм. Наибольший диаметр обрабатываемого прутка, проходящего через отверстие шпинделя, 42 мм. Конус передней части отверстия в шпинделе — Морзе № 6. Наибольшая длина точения 640, 930 и 1330 мм. Количество рабочих скоростей шпинделя 24. Пределы чисел оборотов шпинделя в минуту при рабочем ходе от 12,5 до 2000. Предел продольных и поперечных подач 0,075—4,46 мм/об. Станок 1К62 предназначен для использования в механических, инструментальных и ремонтных цехах и отличается значительной мощностью (N = 10 квт) и высокой быстроходностью шпинделя (nмакс=2000 об/мин), что позволяет наиболее полно использовать режущие свойства современного твердосплавного инструмента. Кроме того, станок 1К62 приспособлен для производительной обработки с большими подачами (sмакс = 4,46 мм/об). На рис. 40 дан общий вид станка 1К62 и показаны органы управления. Основные особенности токарно-винторезного станка 1К62 заключаются в следующем. Коробка скоростей имеет 24 различные скорости вращения шпинделя (от 12,5 до 2 тысяч оборотов в минуту) при прямом ходе 1 и 12 скоростей при обратном (ускоренном) ходе. Управление скоростями ведется при помощи рукояток 1 и 4 (см. рис. 40), согласно таблице на стр. 62. Скорости станка 1К62 увеличены по сравнению со станком 1А62 почти в 1,7 раза. Практически вследствие повторения, одного из чисел оборотов (n = 630 об/мин) в станке 1К62 имеется только 23 различные скорости вращения шпинделя.
Для пуска и останова главного электродвигателя на станке имеется кнопочная станция 17, смонтированная на правой верхней части суппорта. Число подач суппорта 48, от 0,075 до 4,46 мм/об. Переключения коробки подач на шаг резьбы и подачу осуществляется всего лишь двумя рукоятками 22 и 23 (вместо пяти рукояток, имеющихся на станке 1А62). Управление ходами каретки и суппорта осуществляется одной рукояткой 10, расположенной с правой стороны фартука. Особенность этой рукоятки заключается в том, что с направлением ее поворота совпадает направление подачи резца: наклоняя рукоятку 10 от себя, включаем поперечную подачу по направлению к центру; наклоняя рукоятку 10 на себя, получаем поперечную подачу от центра; при наклоне рукоятки 10 влево суппорт перемещается к передней бабке, при наклоне вправо — к задней бабке.
Рукояткой 10 производится также быстрое перемещение суппорта с резцом в тех же четырех направлениях. Для этих целей следует нажать кнопку, встроенную в шарик рукоятки 10, которая и включит электродвигатель для ускоренного перемещения суппорта.
Задняя бабка станка 1К62 при выполнении сверлильных работ может получать механическую подачу от суппорта, благодаря чему увеличивается производительность и облегчаются условия труда. Для защиты рабочего от сходящей стружки на станке имеется специальный экран с козырьком из небьющегося стекла. Для обработки деталей сложного профиля на станке имеется особое - устройство — гидрокопировальный суппорт. На станке 1К62 в фартуке имеется кулачковая предохранительная муфта для автоматического выключения подачи, когда суппорт встретит неподвижно закрепленный упор.
|