Рейсмасы и индикаторы
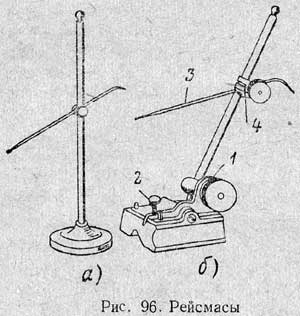
Рейсмас. Для точной проверки правильности установки детали в четырехкулачковом патроне, на угольнике и т. п. применяют рейсмас. С помощью рейсмаса можно производить также разметку центровых отверстий в торцах детали. Простейший рейсмас показан на рис. 96, а. Он состоит из массивной плитки с точно обработанной нижней плоскостью и стержня, по которому передвигается ползушка с иглой-чертилкой.
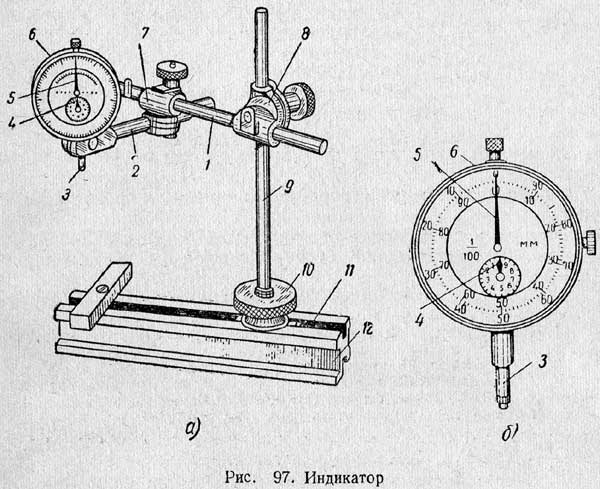
Рейсмас более совершенной конструкции, показан на рис. 96, б. Игла 3 рейсмаса при помощи шарнира 1 и хомута 4 может быть подведена острием к проверяемой поверхности. Точная установка осуществляется винтом 2. Индикатор. Для контроля точности обработки на металлорежущих станках, проверки обработанной детали на овальность, конусность, для проверки точности самого станка применяют индикатор. Индикатор (рис. 97) имеет металлический корпус 6 в форме часов, в котором заключен механизм прибора. Через корпус индикатора проходит стержень 3 с выступающим наружу наконечником, всегда находящийся под воздействием пружины. Если нажать на стержень снизу вверх, он переместится в осевом направлении и при этом повернет стрелку 5, которая передвинется по циферблату, имеющему шкалу в 100 делений, каждое из которых соответствует перемещению стержня на 1/100 мм. При перемещении стержня на 1 мм стрелка 5 сделает по циферблату полный оборот. Для отсчета целых оборотов служит стрелка 4.
При измерениях индикатор всегда должен быть жестко закреплен относительно исходной измерительной поверхности. На рис. 97, а изображена универсальная стойка для крепления индикатора. Индикатор 6 при помощи стержней 2 и 1 муфт 7 и 8 закрепляют на вертикальном стержне 9. Стержень 9 укрепляется в пазу 11 призмы 12 гайкой 10 с накаткой.
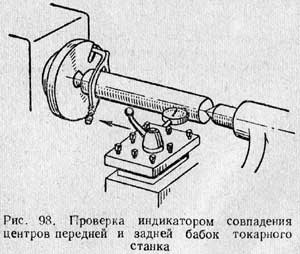
Для измерения отклонения детали от заданного размера подводят к ней наконечник индикатора до соприкосновения с измеряемой поверхностью и замечают начальное показание стрелок 5 и 4 (см. рис. 97, б) на циферблате. Затем перемещают индикатор относительно измеряемой поверхности или измеряемую поверхность относительно индикатора. Отклонение стрелки 5 от ее начального положения покажет величину выпуклости (впадины) в сотых долях миллиметра, а отклонение стрелки 4—в целых миллиметрах. На рис. 98 показан пример использования индикатора для проверки совпадения центров передней и задней бабок токарного станка. Для более точной проверки следует установить между центрами точный шлифованный валик, а в резцедержателе — индикатор. Подведя кнопку индикатора к поверхности валика справа и заметив показание стрелки индикатора, перемещают вручную суппорт с индикатором вдоль валика. Разность отклонений стрелки индикатора в крайних положениях валика покажет, на какую величину следует передвинуть в поперечном направлении корпус задней бабки. С помощью индикатора можно также проверить торцовую поверхность детали, обработанной на станке. Индикатор закрепляют в резцедержателе взамен резца и перемещают вместе с резцедержателем в поперечном направлении так, чтобы пуговка индикатора касалась проверяемой поверхности. Отклонение стрелки индикатора покажет величину биения торцовой плоскости. Контрольные вопросы 1. Из каких деталей состоит штангенциркуль с точностью 0,1 мм?
|