Установка и закрепление деталей в центрах
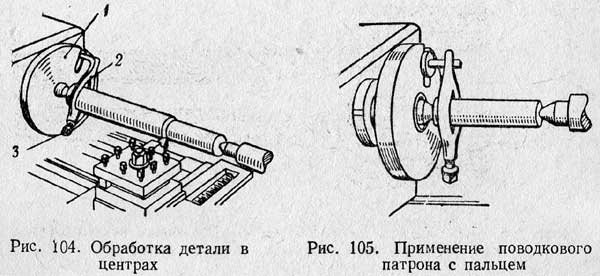
Распространенным способом обработки деталей на токарных станках является обработка в центрах (рис. 104). При этом способе в торцах обрабатываемой детали предварительно засверливают центровые отверстия — центруют деталь. При установке на станке в эти отверстия входят острия центров передней и задней бабок станка. Для передачи вращения от шпинделя передней бабки к обрабатываемой детали применяется поводковый патрон 1 (рис. 104), навинчиваемый на шпиндель станка, и хомутик 2, закрепляемый винтом 3 на обрабатываемой детали.
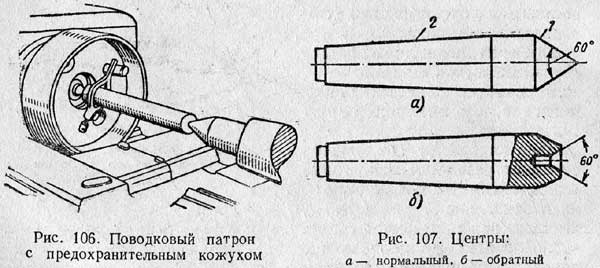
Свободным концом хомутик захватывается пазом (рис. 104) или пальцем (рис. 105) патрона и приводит деталь во вращение. В первом случае хомутик делается отогнутым (рис. 104), во втором — прямым (рис. 105). Поводковый патрон с пальцем, показанный на рис. 105, представляет опасность для рабочего; более безопасным является поводковый патрон с предохранительным кожухом (рис. 106).
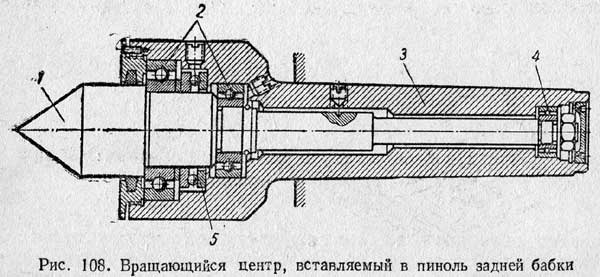
Существенными принадлежностями токарного станка являются центры. Обычно применяется центр, показанный на рис. 107, а. Он состоит из конуса 1, на который устанавливается деталь, и конического хвостовика 2. Хвостовик должен точно подходить к коническому отверстию шпинделя передней бабки и пиноли задней бабки станка. Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как центр задней бабки в большинстве случаев неподвижен и трется о вращающуюся деталь. От трения нагреваются и изнашиваются как коническая поверхность центра, так и поверхность центрового отверстия детали. Для уменьшения трения необходимо смазывать задний центр. При обтачивании деталей на больших скоростях, а также при обработке тяжелых деталей работа на неподвижном центре задней бабки невозможна ввиду быстрого износа самого центра и разработки центрового отверстия. В этих случаях применяют вращающиеся центры. На рис. 108 показана одна из конструкций вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
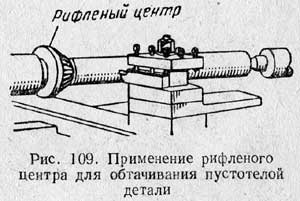
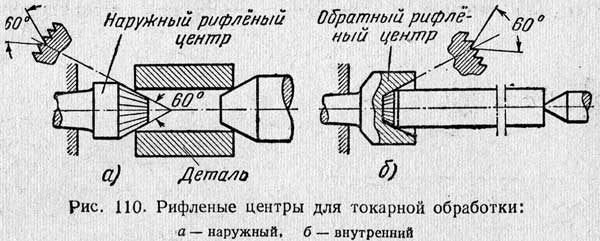
Для сокращения времени на закрепление деталей вместо хомутиков с ручным зажимом часто применяют рифленые передние центры (рис. 109), которые не только центруют деталь, но и выполняют роль поводка. При нажиме задним центром рифления врезаются в обрабатываемую деталь и этим передают ей вращение. Для полых деталей применяют наружные (рис. 110, а), а для валиков—внутренние (обратные) рифленые центры (рис. 110, б).
Такой способ крепления позволяет обтачивать деталь по всей длине за одну установку. Обтачивание тех же деталей с обычным центром и хомутиком может быть произведено только за две установки, что значительно увеличивает время обработки.
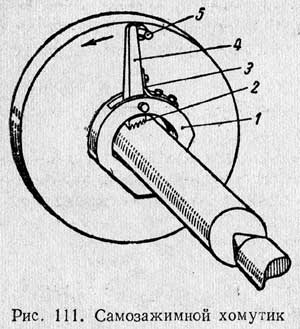
Для легких и средних токарных работ применяют самозажимные хомутики. Один из таких хомутиков изображен на рис. 111. В корпусе 1 такого хомутика на оси установлен кулачок 4, конец которого имеет рифленую поверхность 2. После установки хомутика на деталь рифленая поверхность кулачка под действием пружины 3 прижимается к детали. После установки в центры и пуска станка палец 5 поводкового патрона, нажимая на кулачок 4, заклинивает деталь и приводит ее во вращение. Такие самозажимные хомутики значительно сокращают вспомогательное время.
|