Приемы обтачивания гладких цилиндрических поверхностей
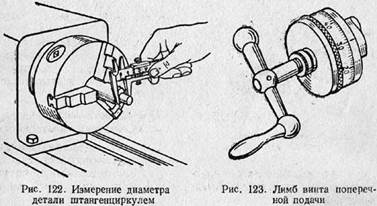
Обтачивание цилиндрических поверхностей обычно производят в два приема: сначала снимают начерно большую часть припуска (3—5 мм на диаметр), а затем оставшуюся часть (1—2 мм на диаметр). Чтобы получить заданный диаметр детали, необходимо установить резец на требуемую глубину резания. Для установки резца на глубину резания можно применить способ пробных стружек или пользоваться лимбом поперечной подачи. Для установки резца на глубину резания (на размер) способом пробных стружек необходимо: В таком же порядке производят чистовое обтачивание. Пользование лимбом винта поперечной подачи. Для ускорения установки резца на глубину резания у большинства токарных станков имеется специальное приспособление. Оно расположено у рукоятки винта поперечной подачи и представляет собой втулку или кольцо, на окружности которого нанесены деления (рис. 123). Эта втулка с делениями называется лимбом. Деления отсчитывают по риске, имеющейся на неподвижной втулке винта (на рис. 123 эта риска совпадает с 30-м штрихом лимба).
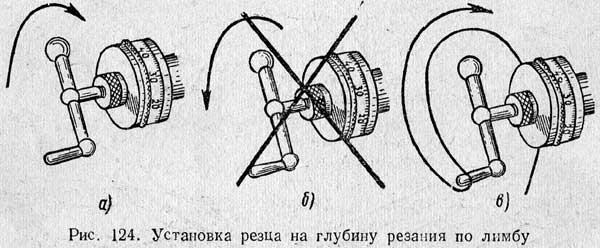
Число делений на лимбе и шаг винта могут быть различными, следовательно, различной будет и величина поперечного перемещения резца при повороте лимба на одно деление. Предположим, что лимб разделен на 100 равных частей, а винт поперечной подачи имеет резьбу с шагом 5 мм. При одном полном обороте рукоятки винта, т. е. на 100 делений лимба, резец переместится в поперечном направлении на 5 мм. Если же повернуть рукоятку на одно деление, то перемещение резца составит 5:100 = 0,05 мм. Следует иметь в виду, что при перемещении резца в поперечном направлении радиус детали после прохода резца уменьшится на такую же величину, а диаметр детали — на удвоенную. Таким образом, для того чтобы уменьшить диаметр детали, например с 50,2 до 48,4 мм, т. е. на 50,2 — 48,4 = 1,8 мм, необходимо переместить резец вперед на половинную величину, т. е. на 0,9 мм. Устанавливая резец на глубину резания при помощи лимба винта поперечной подачи, необходимо, однако, учитывать зазор между винтом и гайкой, образующий так называемый «мертвый ход». Если упустить это из вида, то диаметр обработанной детали будет отличаться от заданного. Поэтому при установке резца на глубину резания при помощи лимба необходимо соблюдать следующее правило. Всегда подходить к требуемой установке по лимбу медленным правым вращением рукоятки винта (рис. 124, а; требуемая установка — 30-е деление лимба). Если же повернуть рукоятку винта поперечной подачи на величину больше требуемой (рис. 124, б), то для исправления ошибки ни в коем случае не подавать рукоятку назад на величину ошибки, а нужно сделать почти полный оборот в обратную сторону, а затем вращать рукоятку снова вправо до требуемого деления по лимбу (рис. 124, в). Так же поступают, когда надо отвести резец назад; вращая рукоятку влево, отводят резец более чем это нужно, а затем правым вращением подводят к требуемому делению лимба.
Перемещение резца, соответствующее одному делению лимба, на разных станках различно. Поэтому, приступая к работе, необходимо определить величину перемещения, отвечающую на данном станке одному делению лимба. Пользуясь лимбами, наши токари-скоростники добиваются получения заданного размера и без пробных стружек.
|