Приемы обтачивания цилиндрических поверхностей с уступами
При обработке на токарных станках партии деталей ступенчатой формы (ступенчатые валики) с одинаковой длиной у всех деталей отдельных ступеней новаторы в целях сокращения времени на измерение длины применяют продольный упор, ограничивающий перемещение резца, и лимб продольной подачи. Использование продольного упора. На рис. 130 показан продольный упор. Он закрепляется болтами на передней направляющей станины, как показано на рис. 131; место закрепления упора зависит от длины обтачиваемого участка детали.
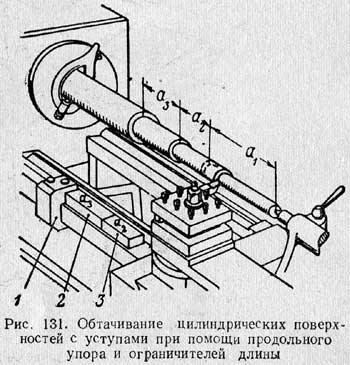
При наличии на станке продольного упора можно обрабатывать цилиндрические поверхности с уступами без предварительной разметки, при этом, например, ступенчатые валики обтачиваются за одну установку значительно быстрее, чем без упора. Достигается это укладкой между упором и суппортом ограничителя длины (мерной плитки), соответствующего по длине ступени валика.
Пример обтачивания ступенчатого валика при помощи упора 1 и мерных плиток 2 и 3 показан на рис.131. Обтачивание ступени а1 производится до тех пор, пока суппорт не упрется в мерную плитку 3. Сняв эту плитку, можно обтачивать следующую ступень валика длиной а2 до момента, когда суппорт упрется в плитку 2. Наконец, сняв плитку 2, протачивают ступень а3. Как только суппорт дойдет до упора, необходимо выключить механическую подачу. Длина мерной плитки 2 равна длине уступа a3, а длина плитки 3 — соответственно длине уступа а2. Применять жесткие упоры можно только на станках, имеющих автоматическое выключение подачи при перегрузке (например, 1А62 и другие новые системы станков). Если станок такого устройства не имеет, то производить обтачивание по упору можно только при условии заблаговременного выключения механической подачи и доведения суппорта до упора вручную, иначе неизбежна поломка станка. Использование лимба продольной подачиИспользование лимба продольной подачи. Для сокращения времени, затрачиваемого на измерение длин обрабатываемых деталей, на современных токарных станках установлен лимб продольной подачи. Этот лимб представляет вращающийся диск большого диаметра (рис. 132), расположенный на передней стенке фартука и за маховичком продольной подачи. На окружность диска нанесены равные деления. При вращении маховичка поворачивается и лимб, связанный зубчатой передачей с колесом продольной подачи. Таким образом, определенному продольному перемещению суппорта с резцом соответствует поворот лимба на определенное число делений относительно неподвижной риски.
При обработке ступенчатых деталей использование лимба продольной подачи весьма рационально. В этом случае токарь перед обработкой первой детали из партии намечает предварительно резцом при помощи штангенциркуля длину ступеней, а затем начинает их обтачивать. Обточив первую ступень, он устанавливает продольный лимб в нулевое положение относительно неподвижной риски. Обтачивая следующие ступени, он запоминает (или записывает) соответствующие показания лимба относительно той же риски. Обтачивая последующие детали, токарь пользуется показаниями, установленными при обтачивании первой детали. Использование поперечного упора. Для сокращения времени, затрачиваемого на измерение диаметров при обработке ступенчатых деталей, на ряде токарных станков возможно использование поперечного упора. Один из таких упоров показан на рис. 133. Упор состоит из двух частей. Неподвижную часть 1 устанавливают на каретке и закрепляют болтами 2; упорный штифт 6 неподвижен. Подвижный упор 3 устанавливают и закрепляют болтами 4 на нижней части суппорта. Винт 5 устанавливают точно на требуемый размер детали. Конец винта 5, упираясь в штифт 6, предопределяет требуемый размер детали. Помещая между штифтом 6 и винтом 5 мерные плитки, можно производить обтачивание детали со ступенями различных диаметров.
|