Подрезные резцы
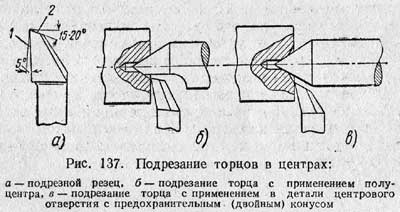
Обычно торцы и уступы подрезают на токарных станках подрезными резцами. На рис. 137, а показан подрезной резец. Он имеет длинную режущую кромку 1, устанавливаемую обычно под углом около 5° к подрезаемой поверхности детали, и короткую режущую кромку 2. Эта кромка сильно скошена, чтобы можно было ближе подвести вершину резца к центру детали при ее подрезании в центрах (рис. 137, б, в).
При подрезании торцов, буртиков и уступов, не стесненных центром станка, применяют подрезные упорные резцы, показанные на рис. 138. Эти резцы могут работать как с продольной, так и с поперечной подачами. Для подрезания торцов или уступов в труднодоступных местах, например, когда приходится вплотную подводить резец к патрону, применяют отогнутые подрезные резцы (рис. 139). Для этих же целей часто применяют проходные отогнутые резцы (рис. 140), которым сообщают поперечную подачу.
При подрезании торцов и уступов вершина резца должна быть установлена точно по высоте центров. Если резец установлен ниже центра, то посередине сплошного торца останется неподрезанный выступ. Резец, установленный выше центра, может сломаться. Уступы небольшой высоты можно подрезать также подрезным упорным резцом при продольной подаче одновременно с обтачиванием цилиндрической поверхности (рис. 138). Правильное расположение уступа при этом способе подре-зания целиком зависит от установки резца, его режущая кромка должна быть строго перпендикулярна к оси детали. Обработку уступов большой высоты производят обычно за несколько проходов, комбинируя продольную подачу с поперечной. Сначала подрезным резцом, установленным под углом 5° к поверхности уступа, производят обработку цилиндрического участка, при этом за каждый продольный проход снимают слой глубиной в 2—3 мм. Затем тем же резцом производят чистовое подрезание уступа с подачей, направленной от центра к наружной поверхности уступа.
|