Резцы для вытачивания канавок и отрезания
Резцы для вытачивания канавок. У резцов, предназначенных для вытачивания канавок, форма режущей кромки должна точно воспроизводить профиль канавки. Резцы для вытачивания канавок называют прорезными.
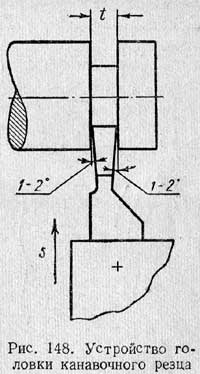
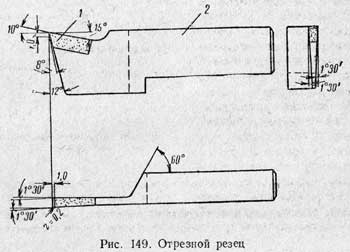
Так как ширина канавок обычно небольшая, то и режущую кромку прорезного резца делают узкой (рис. 147), что создает опасность его поломки. Эта опасность увеличивается еще тем, что головку резца суживают по направлению к стержню на 1—2° с каждой стороны (рис. 148) для уменьшения трения боковых поверхностей о стенки канавки. Для повышения прочности прорезных резцов высоту их головок делают в несколько раз больше ширины режущей кромки. С этой же целью головке придают небольшой передний угол или делают радиусную (криволинейную) заточку. Отрезные резцы. Для отрезания применяют резцы подобные прорезным, но с более длинной головкой (рис. 149). Чтобы сократить потери материала при отрезании, изготовляют отрезные резцы с возможно узкой режущей кромкой. Длина головки резца должна быть немного больше половины диаметра отрезаемого прутка или заготовки.
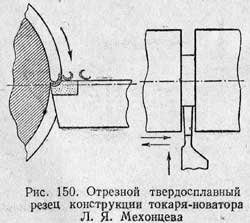
Прорезные и отрезные резцы изготовляют обычно составными (см. рис. 149): державка 2 делается из углеродистой стали, пластинка 1, приваренная или припаянная к державке, — из быстрорежущей стали или твердого сплава. Отрезные резцы новаторов производства. Токари-скоростники успешно применяют отрезные резцы, оснащенные пластинками твердого сплава. На рис. 150 показан твердосплавный отрезной резец конструкции токаря-новатора т. Мехонцева. Резец имеет на передней поверхности выкружку, облегчающую сход стружки: упираясь в уступ, стружка обламывается отдельными полукольцами и вылетает из канавки.
Техник Д. Рыжков разработал токарный отрезной резец с механическим креплением пластинки твердого сплава (рис. 151) для разрезания деталей диаметром до 80 мм.
Корпус резца состоит из призматической державки 4 и узкой головки 5. В головке профрезерован паз, благодаря которому ее верхняя часть пружинит и при завертывании винта 3 прижимает пластинку твердого сплава 1. В головке устанавливается также твердосплавная пластинка 2, служащая для завивания и ломания стружки. Для предохранения пластинки 1 от сдвига в ее нижней поверхности имеются рифления. Такие же рифления имеются в корпусе головки.
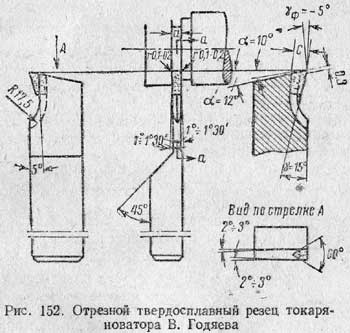
Токарь-новатор завода «Красное Сормово» В. Годяев предложил улучшенную конструкцию отрезного твердосплавного резца (рис. 152). В этом резце пластинка твердого сплава получает путем шлифования клиновую форму с углом 60°. Такую же клиновую форму придают путем фрезерования пазу державки. Угловая форма пластинки и паза увеличивает площадь припайки пластинки в 1,5 раза и способствует созданию прочного крепления, препятствующего смещению пластинки под действием боковых сил. Это позволяет вести обработку с более высокими режимами резания. Скорость резания при отрезании достигает 100 м/мин и подача 0,4—0,5 мм/об. Установка прорезных и отрезных резцов. При отрезании или прорезании глубоких канавок особое внимание надо обращать на точную установку и хорошее закрепление резца в резцедержателе, так как небольшая ошибка при установке (перекос резца) вызывает трение стенок канавок о боковую поверхность резца. В этом случае неизбежен брак и поломка резца. Для проверки правильности установки резца пользуются уже обработанной цилиндрической частью детали, а при отрезании от заготовки устанавливают в центрах точно обработанный валик. Затем прикладывают угольник с обеих сторон резца. При этом с обеих сторон и по всей длине головки резца должен быть ясно виден угловой зазор не менее 1° (см. рис. 148). Резцы для вытачивания канавок, а также отрезные резцы нужно устанавливать строго по высоте центров станка; это особенно важно при работе отрезными резцами. Расположение их выше или ниже оси центров может легко привести к поломке резцов.
|