Глава XIV. Сверление и рассверливание отверстий
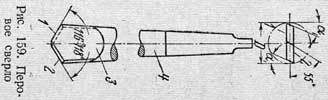
Сверление и рассверливание отверстий Обработка отверстий производится различными режущими инструментами в зависимости от вида заготовки, требуемой точности и нужной чистоты поверхности. Различают заготовки с отверстиями, подготовленными при отливке, ковке или штамповке, и заготовки без предварительно подготовленных отверстий. Обработку отверстий в заготовках, не имеющих предварительно подготовленных отверстий, всегда начинают со сверления. Сверла Сверление неглубоких отверстий производят перовыми и спиральными сверлами. Перовое сверло. Перовое сверло показано на рис. 159. Режущая часть сверла представляет плоскую лопатку 3, переходящую в стержень 4. Две режущие кромки 1 и 2 сверла наклонены друг к другу обычно под углом 116—118°, но этот угол может быть равным от 90 до 140°, в зависимости от твердости обрабатываемого материала: чем материал тверже, тем больше угол.
Перовые сверла малопроизводительны, кроме того, при сверлении их уводит в сторону от оси отверстия. Несмотря на это, их иногда применяют для неответственных работ, что объясняется простотой конструкции таких сверл и их невысокой стоимостью.
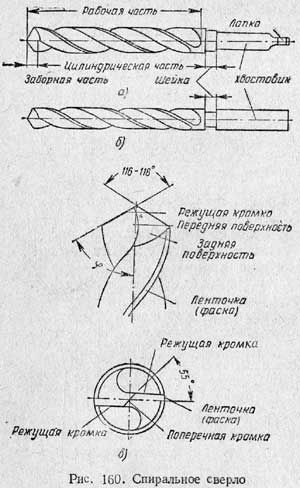
Спиральные сверла. В настоящее время сверление производят главным образом спиральными сверлами. На рис. 160 показано такое сверло. Оно состоит из рабочей части и хвостовика (конического по рис. 160, а или цилиндрического по рис. 160, б) для крепления сверла либо в коническом отверстии пиноли задней бабки, либо в патроне. Конический хвостовик имеет лапку, которая служит упором при выбивании сверла (рис. 160, а). Рабочая часть спирального сверла представляет собой цилиндр с двумя спиральными (вернее — винтовыми) канавками, служащими для образования режущих кромок сверла и вывода стружки наружу. Передняя часть сверла (рис. 160, в) заточена по двум коническим поверхностям и имеет переднюю поверхность, заднюю поверхность, две режущие кромки, соединенные перемычкой (поперечной кромкой). Две узкие ленточки (фаски), идущие вдоль винтовых канавок сверла, служат для правильного направления и центрировакия сверла. Угол при вершине сверла 2φ обычно равен 116 — 118°. Для сверления твердых материалов этот угол увеличивают до 140°, а для сверления мягких материалов его уменьшают до 90°. Сверла изготовляют из легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а также из легированной стали с припаянными пластинками твердого сплава.
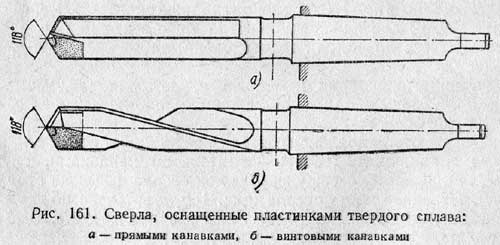
Сверла, оснащенные пластинками твердого сплава, показаны на рис. 161. Сверла с прямыми канавками (рис. 161, а) проще в изготовлении, но выход стружки из отверстия у них затруднен; их обычно применяют при сверлении чугуна и других хрупких металлов, когда глубина отверстия не превышает двух-трех диаметров. Сверла с винтовыми канавками (рис. 161, б) легче выводят стружку из отверстия, поэтому их рекомендуется применять при сверлении вязких материалов.
|