Приемы вытачивания канавок и отрезания
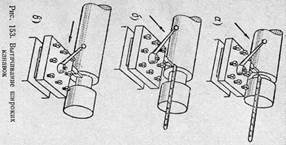
Вытачивание узких канавок. Для вытачивания канавок устанавливают детали в патронах или центрах или же в патроне с поддержкой задним центром. Место, в котором следует выточить канавку или отрезать деталь, определяется при помощи измерительной линейки. Узкие канавки вытачиваются за один проход резца. Вытачивание широких канавок. Широкие канавки вытачиваются за несколько проходов. Порядок вытачивания широких канавок следующий:
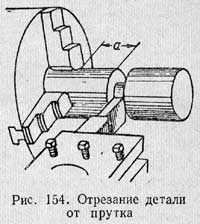
Отрезание. При отрезании пруток вставляют в отверстие шпинделя и закрепляют в патроне так, чтобы длина а, остающаяся после отрезания, не превышала диаметра прутка (рис. 154). При отрезании нельзя допускать дрожания резца или детали, так как в этом случае резец может сломаться.
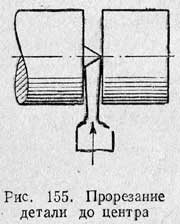
Деталь, установленную в центрах или в патроне с поддержкой ее конца задним центром, нельзя разрезать до конца, если отрезаемый конец не установлен в люнете. В противном случае в месте прореза может образоваться очень тонкий стержень, который под действием давления резца и веса отрезаемой части сломается, резец окажется защемленным и неизбежно произойдет его поломка. Если режущую кромку отрезного резца заточить параллельно оси центров, то отрезаемая деталь может сломаться в тот момент, когда резец не дошел еще до центра. При этом на отрезанной части останется выступ (в виде бобышечки), который затем необходимо будет срезать. Если же для отрезания использовать отрезной резец, у которого правый угол режущей кромки идет впереди левого (рис. 155), то прорезание будет происходить до самого центра.
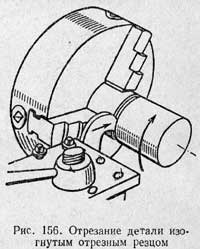
Бобышечка, оставшаяся на правой части заготовки, срезается подрезным резцом при последующей обработке. При отрезании деталей большого диаметра требуется резец с длинной головкой. Чтобы уменьшить дрожание, рекомендуется: 1) производить отрезание при обратном вращении шпинделя, применяя изогнутый отрезной резец, который устанавливается режущей кромкой вниз (рис. 156); 2) производить подтяжку клиньев суппорта и затяжку винта зажима суппорта от продольного смещения; 3) увеличивать подачу до предельно допустимых значений; 4) применять обильное охлаждение.
|