Затачивание спиральных сверл
Затачивание спиральных сверл производят на специальных заточных станках. Однако токарю иногда приходится затачивать сверла вручную на обычном точиле. При затачивании сверл нужно соблюдать следующие условия: На рис. 162 показаны отверстия, получаемые при сверлении правильно и неправильно заточенными сверлами. При одинаковой длине режущих кромок (рис. 162, а) диаметр просверленного отверстия равен диаметру сверла. Если же одна кромка длиннее другой (рис. 162, б), то диаметр отверстия получается больше диаметра сверла. Это может привести к браку и быстро вывести сверло из строя ввиду неравномерной нагрузки режущих кромок.
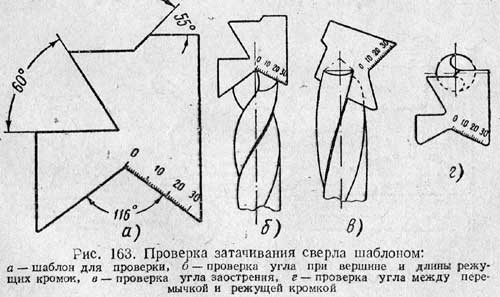
Правильность затачивания сверла проверяется специальным комбинированным шаблоном с тремя вырезами (рис. 163, а); одним из вырезов проверяют угол при вершине сверла и длину режущих кромок (рис. 163, б), вторым вырезом — угол заострения режущей кромки на наружном диаметре сверла (рис. 163, в), третьим — угол между перемычкой и режущей кромкой (рис. 163, г).
|