Высокопроизводительные методы работы при сверлении и рассверливании
Замена ручной подачи механической. Новаторы производства в целях механизации подачи сверла применяют простые и дешевые приспособления, облегчающие труд и сберегающие время. Одно из таких приспособлений показано на рис. 167.
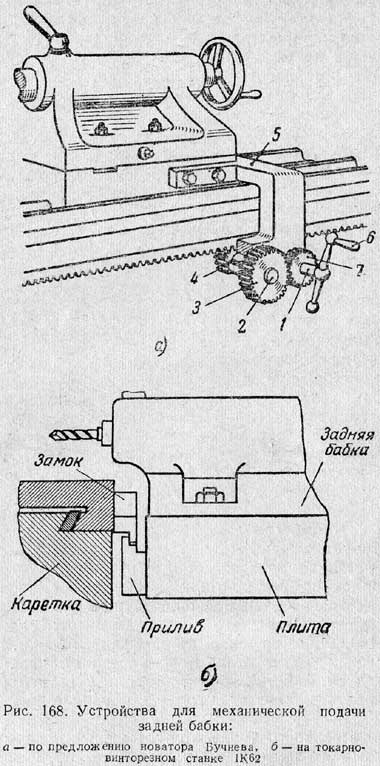
Приспособление представляет собой стальную державку 2 с плиткой 1, закрепляемой при помощи болтов 3 в резцедержателе. В державке имеется коническое отверстие для закрепления хвостовика сверла и отверстие для выбивания сверла. Нижняя плоскость плитки 1 прострогана или профрезерована так, что при закреплении ее в резцедержателе сверло точно (без прокладок) устанавливается на высоте центров. Чтобы установить сверло по оси отверстия в горизонтальной плоскости, на нижних салазках суппорта отмечается риска. Такое приспособление очень эффективно при изготовлении большого числа деталей с отверстиями, так как в этом случае сверление производится с механической подачей сверла от суппорта; использование его уменьшает время обработки и облегчает Труд токаря. Для механизации подачи сверла при сверлении отверстий большого диаметра в условиях мелкосерийного и единичного производства токарем-новатором т. Бучневым изготовлено устройство (рис. 168, а), дающее возможность передвигать заднюю бабку с затратой небольшого усилия. Это устройство заключается в следующем. К плите задней бабки крепят болтами угловой кронштейн 5, в котором помещаются валики 1 и 2. На валике 1 сидит ведущее зубчатое колесо 7 и рукоятка 6. На валике 2 находится зубчатое колесо 3 и колесо 4, сцепляющееся с рейкой станины. Вращение рукоятки 6 через колеса 7 и 3 передается колесу 4, которое катится по рейке станка и передвигает заднюю бабку по станине. На токарно-винторезном станке 1К62 завода «Красный пролетарий» предусмотрена замена ручной подачи сверла (зенкера, развертки) механической. Для этого в суппорте имеется специальный замок (рис. 168, б), входящий в прилив задней бабки. При помощи такого несложного устройства можно соединить каретку суппорта с плитой задней бабки и, освободив плиту задней бабки от станины, включить наиболее выгодную механическую подачу суппорта. Производительность труда при этом значительно повышается. Кроме указанного преимущества, такой способ подачи позволяет производить сверление (зенкерование, развертывание) отверстий на необходимую глубину, ведя отсчет по лимбу продольной подачи или пользуясь продольным упором (длиноограничителем). Использование сверл особой заточки. Для повышения производительности труда новаторы производства применяют подточку перемычки, используют двойную заточку сверл и бесперемычные сверла.
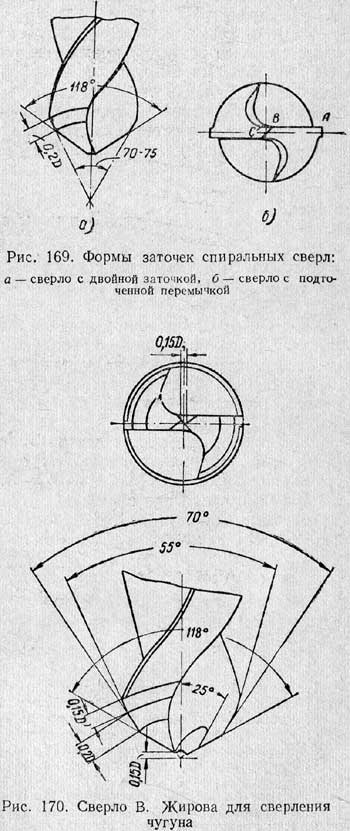
Сверло с двойной заточкой показано на рис. 169, а. Заборная часть его имеет ломаные режущие кромки: вначале короткие под углом 70—75°, а к вершине удлиненные — под углом 116—118°. Такие сверла изнашиваются меньше нормальных и отличаются повышенной стойкостью — в 2 — 3 раза большей при сверлении стали и в 3 — 5 раз большей при сверлении чугуна.
Для уменьшения усилия подачи при сверлении полезной оказывается подточка перемычки на участке ВС (рис. 169, б). При такой подточке не только уменьшается поперечная кромка, но и увеличивается передний угол, что облегчает условия резания. На рис. 170 показано высокопроизводительное сверло из быстрорежущей стали скоростника - сверловщика Средневолжского станкостроительного завода В. Жирова. Сверло предназначено для сверления чугуна. Сверло Жирова в отличие от сверла, показанного на рис. 169, а, изготовляется с тройным конусом у вершины, с подточенной передней поверхностью и прорезанной перемычкой. Наличие выемки вместо перемычки значительно облегчает врезание сверла в обрабатываемый металл, благодаря чему в 3—4 раза снижается осевое усилие при сверлении чугуна. Это позволяет увеличить подачу сверла и сократить машинное время, по крайней мере, вдвое. Для повышения стойкости заборная часть сверла Жирова имеет три ломаные режущие кромки, вначале короткие, образующие угол 55°, затем более длинные — с углом 70° и, наконец, самые длинные — с углом у вершины 118°. Наличие коротких режущих кромок с углом 55° способствует значительному повышению стойкости сверла (при работе с повышенными подачами) по сравнению с сверлами обычной конструкции.
|