Приемы центрования
Центрование коротких деталей производят в патроне, при этом сначала подрезают торец заготовки, а затем на подрезанном торце засверливают центровое отверстие нужного размера.
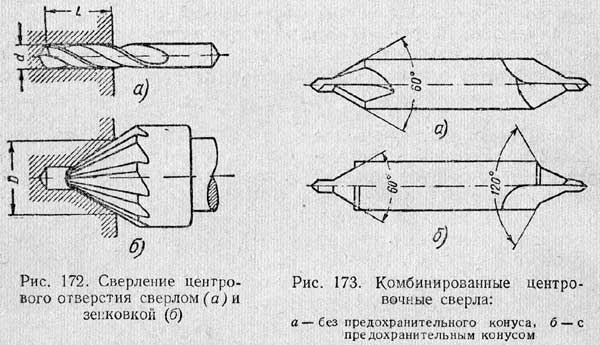
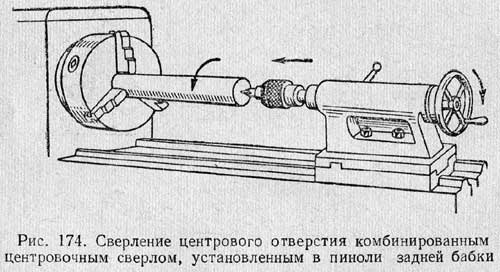
Сверление центровых отверстий производится сначала коротким сверлом диаметром d на глубину L (рис. 172, а), а затем зенковкой с углом 60° раззенковывают отверстие до диаметра D (рис. 172, б). Лучше применять комбинированное центровочное сверло (рис. 173), которое объединяет в себе спиральное сверло и коническую зенковку. Понятно, что центрование таким сверлом много производительнее. На рис. 173, а показано комбинированное сверло для центровых отверстий без предохранительного конуса, а на рис. 173, б — с предохранительным конусом. Сверление центровых отверстий производится следующим образом. Деталь закрепляют в трехкулачковом самоцентрирующем патроне, а в пиноли задней бабки устанавливают патрон с комбинированным сверлом (рис. 174). Подачу осуществляют вручную, равномерно вращая маховичок задней бабки. Если длина заготовки не позволяет произвести зацентровку в патроне, сначала производится разметка центровых отверстий на необработанных торцах.
|