Центровые отверстия
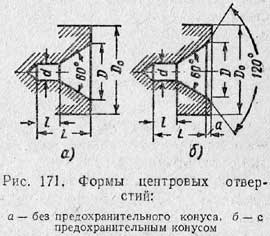
Формы центровых отверстий. Обтачивание деталей в центрах — наиболее распространенный способ обработки, так как он позволяет переставлять деталь со станка на станок без последующей выверки. На рис. 171, а показано нормальное центровое отверстие, состоящее из конической и цилиндрической частей. Угол конической части центрового отверстия должен точно соответствовать углу центров станка. Обычно этот угол равен 60°, но при обработке крупных и тяжелых деталей применяют центры с углом 75 и даже 90°. Цилиндрическая часть отверстия служит для разгрузки вершины центра и для заполнения его смазкой.
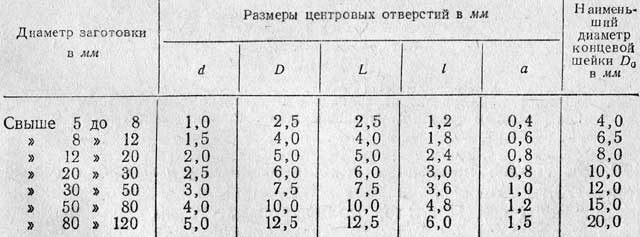
На рис. 171, б показано центровое отверстие с предохранительным конусом в 120°, который защищает основной конус от забоин и облегчает обработку торца. Центровые отверстия с предохранительным конусом применяются главным образом для деталей, подвергающихся большому количеству операций. Размеры центровых отверстий. Размеры центровых отверстий выбирают в зависимости от диаметра заготовки (табл. 8). Таблица 8 Размеры центровых отверстий
|