Оснастка токарных станков с ЧПУ.
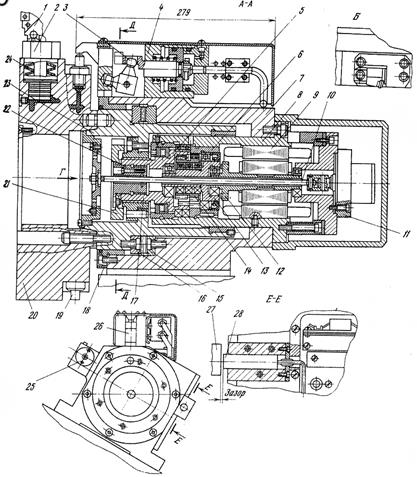
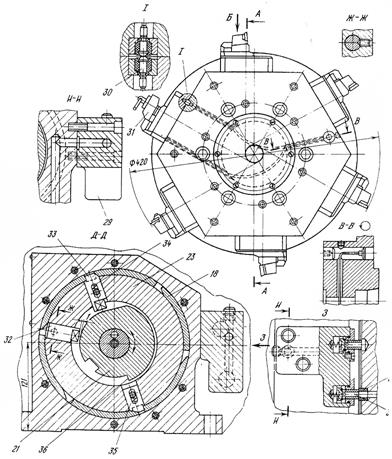
Заготовки закрепляются в быстропереналаживаемых механизированных патронах различных типов с пневмо-, гидро- или электроприводом. Сокращение времени, затрачиваемого на растачивание незакаленных кулачков после их установки в патроне, достигается за счет их автоматической обработки по заранее заданной программе. Для исключения растачивания на станке применяют незакаленные накладные заранее обработанные на заданный диаметр кулачки, фиксируемые в основных кулачках. При обработке валов задняя бабка оснащается вращающимися центрами и гидроприводом поджима и фиксации пиноли. После установочного (по командам ЧПУ) перемещения задней бабки она фиксируется на направляющих также с помощью гидроцилиндра. При обработке длинных нежестких валов применяют самоцентрирующие неподвижные и подвижные (дополнительная управляемая координата) люнеты. Люнет (рис. 12) состоит из корпуса с пневмо- или гидроцилиндром 6, с плунжером 5 которого связаны кулачки (копиры) 1. При их перемещении поворачиваются относительно осей 3 подпружиненные рычаги 2 с роликами 4 на игольчатых подшипниках. Люнеты устанавливаются по обработанным поверхностям, обеспечивают большой диапазон центрирования заготовок с точностью до 0,01...0,005 мм; они могут также использоваться в качестве основной опоры при обработке (без заднего центра) конца вала или отверстий в нем. Режущий инструмент в станках с ЧПУ устанавливается с помощью различных комплектов вспомогательной оснастки в револьверных головках или резцедержках и дополнительных шпиндельных головках при автоматической смене из магазина. Для замены инструмента в револьверных головках (смена износившегося инструмента или переход на обработку другой детали) применяются дополнительные устройства, управляемые по командам ЧПУ. Конструкция револьверной головки со сменой инструмента приведена на рис. 13. Расфиксация револьверной головки происходит при вращении ротора, встроенного в стакан 8 электродвигателя 9. При этом через поводковую муфту 12 вращается эксцентрично расположенный блок сателлитов 13. Колесо 14, обкатываясь по неподвижному колесу 6 с внутренним зубом, приводит во вращение колесо 5, на левом торце которого выполнена резьба 17, сопрягающаяся с гайкой.
Рис.12 Самоцентрирующийся люнет
Рис.12 Револьверная головка с автоматической сменой инструмента
При перемещении гайки влево происходит перемещение стакана 23, на торце которого расположен сменный инструментальный диск 20. На нем также установлено плоское зубчатое колесо 16, которое при перемещении влево выходит из зацепления с закрепленным на корпусе головки плоским колесом 15. При дальнейшем вращении двигателя кулачок 21 (вращается по часовой стрелке), связанный торцовой зубчатой муфтой и гайкой 22 с колесом 5, своим выступом 36 воздействует на поводок 32, жестко закрепленный в стакане 23. Подпружиненные фиксаторы 33 и 35 за счет скосов утапливаются (при этом выступ фиксатора 33 входит в прямоугольный паз на кулачке) и освобождают стакан от сцепления с кольцом 18, прикрепленным к корпусу. Происходит поворот револьверной головки в заданную позицию, которая контролируется датчиком 11, связанным со стаканом 23 валиком 10. По команде датчика двигатель 9 реверсируется, фиксаторы 33 и 35 западают в соответствующие гнезда на кольце 18, исключая обратный поворот стакана с инструментальным диском. Следовательно, при вращении шестерни 5 через гайку стакан 23 с плоским зубчатым колесом 16 смещается вправо, фиксируя револьверную головку. После сжатия зубчатых полумуфт 15 и 16 с требуемым усилием происходит отключение электродвигателя 9 с помощью реле тока. Включение подачи СОЖ на инструментальные блоки осуществляется нажатием толкателем 37 клапана 38 при фиксации инструментального диска в рабочей позиции. Коллектор 29 (25) для подачи СОЖ крепится сбоку к корпусу револьверной головки. Механизм разжима инструментального блока в позиции смены установлен в корпусе 7 и состоит из гидроцилиндра 4, рычага 3 и толкателя 26. При подаче масла в правую полость гидроцилиндра толкатель воздействует на плунжер 19, который через гидропласт передает давление под поршень инструментального блока 2; пружина 24 сжимается, освобождая сменную головку 1 блока, имеющую Q - образный паз.
|